مستندات طراحیدستگاه و ترکیب محصول را تعریف می کند، حاوی داده های لازم برای ساخت، کنترل، پذیرش، بهره برداری و تعمیر آن است.
اسناد طراحی بسته به اطلاعات ارائه شده در آنها به گرافیک (نقشه ها و نمودارها) و متن (مشخصات، یادداشت های توضیحی، محاسبات، بیانیه ها، دستورالعمل ها، شرایط فنی و غیره) تقسیم می شوند.
در یک سند طراحی گرافیکی، اطلاعات اولیه در مورد یک آیتم فنی در قالب یک تصویر گرافیکی که به رنگ سیاه و با استفاده از خطوط، سکته ها و نقطه ها ساخته شده است، ارائه می شود. اطلاعات مربوط به یک مورد در قالب یک تصویر گرافیکی هنگام در نظر گرفتن دستگاه و اصل عملکرد محصول، مکان نسبی و طراحی آن راحت تر است. اجزاء، شکل هندسی قطعات. اغلب اطلاعات گرافیکی با اطلاعات متنی یا نمادین (علائم و اعداد) همراه است. اسناد متنی حاوی اطلاعات توصیفی گفتاری، و همچنین محاسبات و نتایج آنها هستند. یک سند متنی به شکل متن پیوسته یا متنی که به ستون ها تقسیم می شود (مشخصات، عبارات، جداول و غیره) تهیه می شود.
استانداردهای ESKD (GOST 2.102-68) نامگذاری را ارائه می کنند
اسناد طراحی رایج ترین اسناد مورد استفاده عبارتند از: نقشه نمای کلی، نقشه جزئیات، مشخصات، نقشه مونتاژ، نمودار، یادداشت توضیحی و محاسبات.
نقشه چیدمان کلی شامل تصاویر است واحد مونتاژو سایر داده های لازم برای درک اصل عملکرد و تعامل اجزای واحد مونتاژ. نقشه نمای کلی مبنایی برای توسعه نقشه ها و مشخصات جزئیات است.
در شکل شکل 1.1 یک نمای کلی از یک مولد جریان متناوب سه فاز خودرو با تحریک الکترومغناطیسی را نشان می دهد. نقشه تصویری از ژنراتور را نشان می دهد که شامل یک بخش طولی، یک نمای چپ و یک نمای دیودهای سیلیکونی (نمای B) نصب شده در بلوک یکسو کننده است. این نقشه همچنین حاوی اطلاعات متنی به شکل نام اجزای ژنراتور، داده های سیم پیچ میدان، سیم پیچ استاتور و مشخصات فنی است. تصاویر ابعاد کلی و ارتباطی را نشان می دهند.
نقشه ژنراتور ایده ای از طراحی آن می دهد. هسته استاتور که یک مدار مغناطیسی است، بین دو پوشش (چپ و راست) با استفاده از چهار پیچ کششی محکم می شود. برای کاهش جریان گردابی، هسته از صفحات ورق نازک ساخته شده است. سطح داخلی استاتور دارای 18 دندانه است که روی آنها
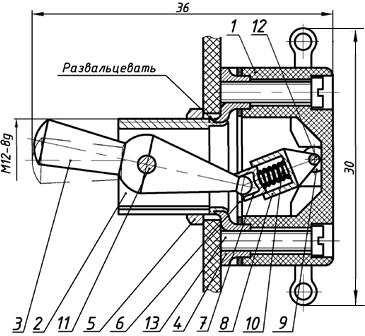
برنج. 1.2. سند طراحی - نقاشی قسمت "آجیل".
برنج. 1.3. (نگاه کنید به اسکن) سند طراحی - طراحی قسمت "کابل".
18 سیم پیچ استاتور (به داده های "سیم پیچ استاتور" مراجعه کنید).
روتور از دو نوک شش قطبی تشکیل شده است. نوک یک نیمه روتور در شیارهای بین نوک نیمه دوم قرار می گیرد. در حفره بین نوک های روتور یک سیم پیچ تحریکی وجود دارد که بر روی یک هسته مغناطیسی ساخته شده است که به شکل یک آستین نصب شده روی یک شفت خاردار نصب شده است. روتور توسط دو بلبرینگ پشتیبانی می شود که با گریس پر شده و توسط مهر و موم های اورینگ محافظت می شود.
سیم پیچ های تحریک به حلقه های لغزنده متصل می شوند که دو برس ژنراتور توسط فنرها به آنها فشرده می شوند. یکی از برس ها به یک گیره پلاگین وصل شده است، دومی به محفظه ژنراتور متصل است.
ژنراتور با استفاده از یک تسمه محرک از موتور خودرو رانده می شود که قرقره آن با استفاده از یک کلید سگمنت به محور ژنراتور محکم می شود. همین کلید چرخش را به پروانه منتقل می کند که برای خنک کردن ژنراتور کار می کند.
در نقشه کلی، چگونه
به عنوان یک قاعده، آنها اطلاعات لازم برای ساخت قطعات و مونتاژ را ارائه نمی دهند. این داده ها در نقشه های جزئیات و نقشه های مونتاژ قرار می گیرند. هدف اصلی یک نقشه نمای کلی ارائه یک ایده از ساختار واحد مونتاژ و تعامل اجزای آن است.
نقشه قطعه یک سند طراحی است که حاوی تصویری از قطعه و سایر داده ها (ابعاد، حداکثر انحراف ابعاد، زبری سطح، اطلاعات مربوط به مواد و غیره) لازم برای ساخت و کنترل آن است.
نقاشی قسمت "مهره" (شکل 1.2) تصویری از قطعه را نشان می دهد، تمام ابعاد و حداکثر انحراف آنها نشان داده شده است. زبری سطح نشان داده شده است: . ستون مربوطه کتیبه اصلی نشان دهنده نام و
برنج. 1.4. (نگاه کنید به اسکن) سند طراحی - مشخصات
درجه مواد قطعه: "آلیاژ LS-59-1" طبق GOST 15527-70.
اطلاعات گرافیکی و متنی قرار داده شده بر روی نقشه، شکل هندسی قطعه را به طور کامل تعیین می کند و اجازه می دهد تا با درجه دقت مورد نیاز از یک درجه معین از مواد ساخته شود.
جای خالی قسمت نشان داده شده در شکل. 1.3، یک قطعه کابل از درجه RK 50-2-22 مطابق با GOST 11526.74-79 استفاده می شود. ساخت قطعه شامل برداشتن بخشی از عایق و قیطاندن به طول مشخص است. سپس انتهای برهنه هسته کابل را با لحیم کاری قلع و قمع کنید. بنابراین، ابعاد علامت * بدون حداکثر انحراف داده شده است. زبری سطح نشان داده نشده است، اما داده های لحیم کاری داده شده است.
ترکیب واحد مونتاژ، اطلاعات لازم در مورد اتصال قطعات به یک واحد مونتاژ، و الزامات برای واحد مونتاژ تمام شده در مشخصات و در نقشه مونتاژ آورده شده است. مشخصات و نقشه مونتاژ اسناد طراحی مستقل هستند، اما به طور مشترک توسعه یافته اند.
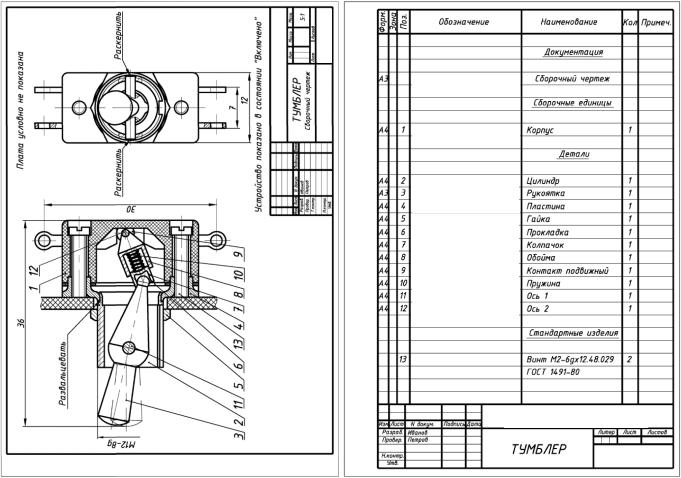
مشخصات یک سند متنی است که حاوی اطلاعاتی در مورد ترکیب واحد مونتاژ است. مشخصات (شکل 1.4) فهرستی از اسناد مربوط به یک واحد مونتاژ معین و اجزای این واحد مونتاژ است. این لیست به شکلی خاص و به ترتیب مشخصی که توسط GOST 2.108-68 تعیین شده است، تهیه شده است.
برنج. 1.5. (نگاه کنید به اسکن) سند طراحی - نقشه مونتاژ
(برای مشاهده اسکن کلیک کنید)
برنج. 1.7. (نگاه کنید به اسکن) طراحی سند-یادداشت توضیحی
نقشه مونتاژ شامل یک تصویر ساده شده از یک واحد مونتاژ و سایر داده های لازم برای ساخت آن (مونتاژ) است. در نقشه مونتاژ (شکل 1.5)، اجزای واحد مونتاژ مجهز به قفسه های رهبری هستند که شماره موقعیت این اجزا مطابق با شماره سریال موقعیت در مشخصات نشان داده شده است. نقشه مونتاژ (شکل 1.5) الزامات شرایط لحیم کاری در بند 2 و ابعاد کلی را در طول کابل HF پس از مونتاژ نشان می دهد.
نمودار یک سند طراحی است که اجزای سازنده محصول و همچنین اتصالات بین آنها در قالب نمادهای گرافیکی معمولی نشان داده شده است. بسته به عناصر موجود در محصول و اتصالات بین آنها، مدارها به انواع زیر تقسیم می شوند (GOST 2.701-84): الکتریکی، هیدرولیک، پنوماتیک، گاز (به جز پنوماتیک)، سینماتیک، خلاء، نوری، انرژی، تقسیم، ترکیب شده است.
هدف مدار آن را مشخص می کند
برنج. 1.8. (به اسکن مراجعه کنید) متن نمونه یادداشت توضیحی
نوع: ساختاری، کاربردی، اساسی (کامل)، اتصالات (نصب)، اتصالات، عمومی، مکان، ترکیبی.
نمودار شماتیک سینماتیک "درایو الکتریکی" (شکل 1.6) شامل:
الف) تصویری از نمودار، که شامل نمادهای گرافیکی معمولی عناصر، اتصالات بین عناصر، تعیین موقعیت الفبایی عددی عناصر است.
ب) فهرستی از عناصر تشکیل دهنده مدار که به شکل جدول ساخته شده است.
از تصویر می توانید انتقال و تبدیل حرکت در یک درایو الکتریکی از موتور به پیوند رانده را تصور کنید. فهرست عناصر تشکیل دهنده، نام عناصر را توضیح می دهد و برخی از پارامترهای آنها را ارائه می دهد.
یادداشت توضیحی (GOST 2.106-68) به طور کلی حاوی اطلاعاتی در مورد هدف و دامنه محصول طراحی شده، مشخصات فنی، شرح دستگاه و اصل عملکرد محصول، توجیه راه حل های فنی اتخاذ شده در طول توسعه، و فنی و اقتصادی است. شاخص ها
برگه اول یادداشت توضیحی است صفحه اول(شکل 1.7) که بر روی فرمت A4 اجرا شده و شامل
نام وزارتخانه یا اداره ای که سند را توسعه داده است، کد محصول مطابق با طبقه بندی محصولات اتحادیه (OKP)، علائم تایید و تایید، نام محصول، تعیین سند، امضاهای توسعه دهندگان سند، سال انتشار سند نمونه ای از صفحه میانی یادداشت توضیحی در شکل 1 نشان داده شده است. 1.8.
(به اسکن مراجعه کنید)
محاسبات شامل یک طرح یا نمودار از محصول در حال محاسبه، مسئله محاسبه، داده های محاسبه، شرایط محاسبه، محاسبه، نتیجه گیری است.
سایر اسناد طراحی قابل ذکر:
الف) یک نقشه نظری که شکل هندسی (خطوط) محصول و مختصات مکان اجزا را تعیین می کند.
ب) طراحی ابعادی، حاوی تصویر کانتور محصول با ابعاد کلی، نصب و اتصال.
ج) نقشه نصب مورد نیاز برای نصب محصول در محل استفاده.
هر سند طراحی دارای یک کد مطابق با GOST 2.102-68 است. بنابراین، یک نقشه نمای کلی دارای یک کد است: نقشه مونتاژ - یادداشت توضیحی - PZ و غیره. کد مدار مطابق با GOST 2.701-84 شامل کدی برای نوع و نوع مدار است. نقشه قطعه و کد مشخصات ندارد. دلیل این امر این است که این اسناد به عنوان اسناد اصلی برای واحد قطعه و مونتاژ پذیرفته شده است. کدهای مربوط به اسناد طراحی باقیمانده در زیر آورده شده است (به بند 1.5 مراجعه کنید).
الف - پرچ جامد با سر نیم دایره؛ b – پرچ توخالی شکل 66 – تصاویر مقطعی از پرچ ها
اطلاعات مربوط به پرچ ها در قسمت "محصولات استاندارد" در مشخصات وارد شده است. نام پرچ نشان دهنده نام، قطر، طول (گرد به بالا)، کلاس استحکام مواد، نوع و ضخامت پوشش و تعداد استاندارد است. نمونه هایی از عناوین عبارتند از: پرچ 6×14.48.029 GOST 10299-80 برای یک پرچ جامد و پرچ 2.5×8.48.029 GOST 12638-80 برای پرچ توخالی.
هنگام استفاده از پرچ های غیر استاندارد، نقاشی خود (نقاشی قطعه) را با نشان دادن مواد انجام دهید.
2.4 نقشه های واحدهای مونتاژ
نقاشی مونتاژ - یک سند طراحی حاوی تصویر یک واحد مونتاژ و سایر داده های لازم برای مونتاژ (ساخت) و کنترل آن.
قوانین تهیه نقشه های مونتاژ توسط GOST 2.109-73 ایجاد شده است. نقشه مونتاژ باید شامل موارد زیر باشد:
– تصویر یک واحد مونتاژ، که ایده ای از محل و اتصال متقابل اجزای متصل مطابق این نقشه ارائه می دهد.
– ابعاد و سایر پارامترهایی که باید در طول فرآیند ساخت واحد مونتاژ حفظ و کنترل شوند.
– تعداد موقعیت اجزای موجود در محصول؛
– الزامات فنی که باید طبق نقشه مونتاژ رعایت شود.
نماها، بخشها، بخشها و پسوندها باید تصویر کاملی از شکل و محل قطعات موجود در محصول ارائه دهند. تعداد تصاویر باید کوچکترین باشد، اما برای نشان دادن مکان و اتصال اجزای سازنده کافی باشد و توانایی مونتاژ و کنترل واحد مونتاژ را فراهم کند. تصاویر و سایه زنی برش ها و مقاطع طبق قوانین مندرج در انجام می شود
GOST 2.305-68 و GOST 2.306-68. توصیه می شود تصاویر را در یک رابطه طرح ریزی قرار دهید، که خواندن نقاشی را آسان تر می کند. با این حال، اگر این امر منجر به کاهش فرمت طراحی شود، می توان تصاویر جداگانه را در فضای آزاد میدان طراحی و خارج از اتصال طرح قرار داد.
اگر بخش قابل توجهی از محصول حاوی اجزایی از دید ناظر نباشد یا واحد مونتاژ شامل همان گروه از اجزا باشد، تصویر اصلی در نقشه مونتاژ تقریباً همیشه یک بخش است یا نشان دهنده ارتباط یک نمای با یک بخش است.
قسمت های مجاور در بخش ها و بخش ها با جهات مختلف متمایز می شوند
و چگالی جوجه کشی، اما برای هر جزئیات در همه تصاویر یکسان است. تصاویر روی نقشه های مونتاژ با ساده سازی های ارائه شده توسط استانداردهای ESKD ساخته شده اند.
محصولات ساخته شده از مواد شفاف به صورت مات به تصویر کشیده می شوند. نقشه مونتاژ باید نشان دهد:
– ابعاد کلی محصول (ابعادی که نمای خارجی محصول را تعیین می کند). اگر یکی از ابعاد به دلیل حرکت قطعات متحرک محصول متغیر باشد، ابعاد در موقعیت های شدید قطعات متحرک در نقشه نشان داده شده است.
– ابعاد نصب و اتصال (ابعادی که تعیین کننده ابعاد عناصری است که توسط آنها این محصول در محل نصب نصب می شود یا به محصول دیگری متصل می شود، به عنوان مثال، ابعاد دایره ها و قطر سوراخ های پیچ و مهره ها، فاصله بین محورها پیچ های پایه
و غیره)؛
– ابعاد و سایر پارامترهای انجام شده یا کنترل شده بر اساس این نقشه؛
– سایر ابعاد مرجع ضروری (در نقاشی با علامت * مشخص شده اند و در الزامات فنی می نویسند: "* ابعاد برای مرجع").
مجاز است در نقشه های مونتاژ نشان داده نشود:
الف) پخ ها، گردها، شیارها، فرورفتگی ها، برآمدگی ها، گره ها، بریدگی ها، قیطان ها و سایر عناصر کوچک.
ب) شکاف بین میله و سوراخ؛ ج) پوشش ها، سپرها، روکش ها، پارتیشن ها و غیره در صورت لزوم برای نشان دادن
اجزای محصول تحت پوشش آنها. در این مورد، یک کتیبه مناسب در بالای تصویر ایجاد می شود، به عنوان مثال، "Cover pos. 3 نشان داده نشده است"؛
د) اجزای قابل مشاهده محصولات یا عناصر آنها که در پشت مش قرار دارند و همچنین تا حدی توسط اجزای واقع در جلو پوشیده شده اند.
ه) نوشته های روی بشقاب ها، نوارهای مارک دار، ترازوها و سایر قسمت های مشابه که فقط طرح کلی آنها را نشان می دهد.
در نقشه مونتاژ کلیه اجزای واحد مونتاژ مطابق با شماره اقلام مشخص شده در مشخصات این واحد مونتاژ شماره گذاری شده است.
شماره اقلام روی مجموعه |
||
طبق نقشه روی قفسه ها اعمال می شوند |
||
خطوط رهبر ترسیم شده از |
||
تصاویر اجزاء |
||
(شکل 67). خطوط رهبر |
||
طرح کلی تصویر را قطع کنید |
||
جزء و پایان |
||
با یک نقطه نشان داده می شوند، اما نیستند |
||
باید بین |
||
مبارزه کن موازی خطوط باش |
||
سایه زدن، در صورت امکان نه |
||
باید تصاویر را قطع کنند |
||
یون اجزای دیگر و |
||
خطوط بعدی نقاشی اما- |
||
اندازه گیری موقعیت ها آن ها را نشان می دهد |
||
تصاویری که در آن مربوطه است |
||
قسمت های مربوطه پروژکتور |
||
شکل 67 - شماره اقلام | به عنوان یک قاعده قابل مشاهده است، |
|
یک بار شماره های موقعیت |
||
روی نقشه مونتاژ | ||
باور موازی با اصلی |
||
کتیبه ها را بکشید و آنها را در یک ستون یا خط، یعنی در امتداد یک خط عمودی یا افقی، گروه بندی کنید. اندازه قفسه 10…12 میلی متر. اندازه فونت شماره اقلام باید بزرگتر از اندازه قلم باشد اعداد بعدی 1.5 بار.
در کتیبه اصلی نقشه مونتاژ به کد - "SB" اضافه می شود،
الف در زیر نام محصول، نام سند اضافه می شود - "نقاشی مونتاژ".
سند اصلی طراحی برای یک واحد مونتاژ یک سند متنی جدولی به نام مشخصات است. فهرست کاملی از اجزای سازنده محصول و همچنین اسناد طراحی را نشان می دهد که طبق آن مونتاژ باید انجام شود.
کتیبه اصلی برای اولین برگه مشخصات مطابق فرم 2 یا فرم 2a برای هر برگه بعدی ساخته شده است (شکل 68). مشخصات بر روی ورق A4 انجام شده است.
مشخصات از بالا به پایین پر شده است (شکل 69) و شامل بخش هایی است که محل آن در ESKD ثبت شده است:
- اسناد؛
- مجتمع ها
- واحدهای مونتاژ
- جزئیات؛
- محصولات استاندارد؛
- سایر محصولات؛
- مواد؛
- کیت ها
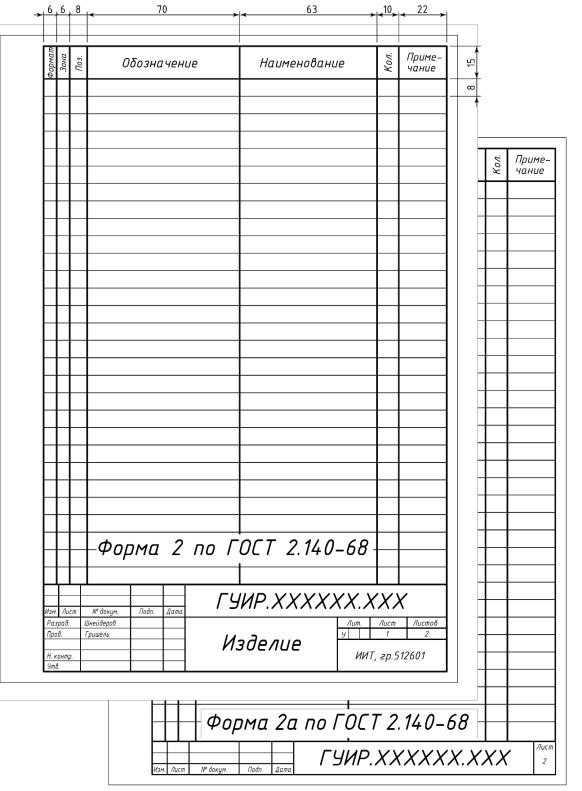
شکل 68 - نمای کلیفرم مشخصات
وجود یک بخش خاص با ترکیب محصول مشخص شده تعیین می شود.
نام هر بخش در یک خط در ستون "نام" به عنوان عنوان نوشته شده و زیر آن خط کشیده شده است. باید یک خط آزاد بعد از عنوان و حداقل یک خط قبل از عنوان وجود داشته باشد.
بخش "اسناد" فهرستی از اسناد طراحی برای محصولی است که مشخص شده است (به استثنای مشخصات). در محیط های آموزشی معمولاً در این قسمت نقشه اسمبلی نوشته می شود.
GUIR.XXXXXX.021SB
GUIR.XXXXXX.021SB
GUIR.XXXXXX.101
GUIR.XXXXXX.001 GUIR.XXXXXX.002 GUIR.XXXXXX.003 GUIR.XXXXXX.004 GUIR.XXXXXX.005 GUIR.XXXXXX.006 GUIR.XXXXXX.007 GUIR.XXXXXX.008 GUIR.XXXXXX.009 GUIR.XXX10.XXX0. GUIR.XXXXXX.011
GUIR.XXXXXX.021
شکل 69 - پر کردن مشخصات
در ستون "Format" نشان دهنده قالبی است که سند در آن ساخته شده است.
در ستون "تعیین ها" نام گذاری (کد) اسناد را ارائه می دهد. نام سند در ستون "نام" باید مطابقت داشته باشد
مطابق با آنچه در ESKD پذیرفته شده است.
هر سند، صرف نظر از اینکه بر روی چند برگ ساخته شده است، یک واحد اندازه گیری اسناد را نشان می دهد، بنابراین عدد "1" در ستون "کمیت". (مقدار) ثبت نشده است.
محصولات ثبت شده در بخش های "مجتمع ها"، "واحدهای مونتاژ"، "قطعات" به طور مستقیم در محصول مشخص شده گنجانده شده است. آنها ثبت شده اند ترتیب حروف الفباترکیبی از علائم اولیه شاخص های سازمان هایی که این محصولات را توسعه داده اند، و سپس - به ترتیب اعداد صعودی (در فرآیند آموزشی معمولاً با این امر مواجه نمی شود، به طور معمول با فرض اینکه تمام اسناد توسط یک سازمان تهیه شده است).
در ستون "Format" فرمت برگه های سند را مطابق با آن نشان می دهد قانون کلیبا این حال، اگر نقشه ای برای یک محصول مشخص منتشر نشده باشد، ورودی "b/h" در ستون داده می شود و تمام داده های مربوط به محصول در ستون "نام" مشخصات نشان داده می شود.
ستون "منطقه" در مواردی پر می شود که نقشه به مناطق تقسیم می شود تا به سرعت شماره موقعیت مورد نظر را در زمینه طرحی که از نظر اندازه بزرگ است پیدا کنید.
ستون "Pos." (موقعیت) با شماره های موقعیت به ترتیب صعودی پر می شود، با این حال، هر بخش باید دارای خطوط آزاد رزرو در انتها برای ایجاد تغییرات احتمالی باشد و شماره موقعیت ها بر این اساس رزرو می شود.
در ستون "تعیین" شامل نامگذاری محصول است که برای قطعات با نامگذاری نقشهها منطبق است، اما در نبود کد برای سایر اسناد متفاوت است.
در بخش "محصولات استاندارد" محصولات تولید شده بر اساس استانداردهای دولتی و سایر استانداردها را ثبت می کند. در هر دسته از استانداردها، یک ورودی در ستون "نام" برای گروه هایی از محصولات که با هدف عملکردی ترکیب شده اند، به عنوان مثال، بست ها، بلبرینگ ها و غیره ایجاد می شود.
در در هر گروه، سوابق به ترتیب حروف الفبای نام محصولات (پیچ، پیچ، مهره، واشر) و در هر نام - به ترتیب صعودی نامگذاری های استاندارد (پیچ ها مطابق با GOST) نگهداری می شود. 1491-80، پیچ ها مطابق با GOST 17474-80). محصولات با استاندارد یکسان به ترتیب صعودی پارامترهای اصلی خود مانند قطر رزوه و اگر قطر رزوه یکسان باشد به ترتیب گام آن و غیره نوشته می شوند.
از دیگر محصولات می توان به مواردی اشاره کرد که مطابق با اسناد طراحی اصلی استفاده نمی شوند و استاندارد نیستند (دانش آموزان معمولاً در کارهای آموزشی با آنها مواجه نمی شوند).
در بخش "مواد" شامل تمام موادی است که مستقیماً در محصول مشخص شده گنجانده شده است. استانداردها ترتیب ضبط آنها را تعیین می کنند: فلزات آهنی، فلزات مغناطیسی و فرومغناطیسی، فلزات غیر آهنی و نجیب، کابل ها، سیم ها، لاک ها، رنگ ها. در هر نوع، ضبط به ترتیب حروف الفبا انجام می شود.
مقدار مواد برای کل محصول مشخص شده تعیین می شود و با نشان دادن واحدهای اندازه گیری در ستون "کمیت" و در صورت عدم وجود فضای کافی در ستون "توجه" ثبت می شود.
از آنجایی که نقشه ها برای محصولات و مواد استاندارد صادر نمی شوند، ستون های "فرمت" و "طرح" پر نمی شوند.
ترکیب مشخصات با نقشه مونتاژ مجاز است، مشروط بر اینکه سند ترکیبی بر روی یک برگه A4 اجرا شود. تعیین آن مطابق با تعیین مشخصات است، زیرا سند اصلی است. مشخصات زیر تصویر گرافیکی محصول قرار دارد.
به شکل معمولی انجام می شود، اما هیچ بخش "اسناد" وجود ندارد، کتیبه اصلی مطابق فرم 1 پر شده است (شکل 26 را ببینید).
هر اقلام یا مجموعه ای از اقلام تولیدی که در یک شرکت تولید می شود دارای یک نام عمومی است - محصولمحصولات تولید اصلی و کمکی وجود دارد.
محصولات تولید اصلی شامل اقلام تولیدی است که در محدوده محصولات شرکت قرار دارد و برای تحویل (فروش) در نظر گرفته شده است.
محصولات تولیدی کمکی شامل محصولاتی است که بنگاه ها فقط برای نیازهای خود تولید می کنند.
برای تولید محصولات تولید اصلی، یک شرکت می تواند محصولات را از سایر شرکت ها خریداری کند. در این حالت محصول خریداری شده را خریداری شده می نامند (به جز محصولاتی که از طریق همکاری به دست می آیند).
محصولات به انواع زیر تقسیم می شوند: قطعات، واحدهای مونتاژ، مجتمع ها و کیت ها.
بسته به وجود یا عدم وجود اجزاء در محصولات، آنها به قسمت های نامشخص (قطعات) تقسیم می شوند. نداشتن قطعات جزء و مشخص شده (واحد مونتاژ، مجتمع، کیت) متشکل از دو یا چند جزء.
جزئیات- این محصولی است که از ماده ای ساخته شده است که از نظر نام و نام تجاری همگن است، بدون استفاده از عملیات مونتاژ.
واحد مونتاژ -این محصولی است که اجزای آن در شرکت با عملیات مونتاژ به هم متصل می شوند.
مجتمع- اینها دو یا چند محصول هستند که در شرکت با عملیات مونتاژ به هم متصل نیستند، اما برای انجام عملکردهای عملیاتی مرتبط با یکدیگر در نظر گرفته شده اند.
تنظیم کنید- اینها دو یا چند محصول هستند که در شرکت با عملیات مونتاژ به هم متصل نیستند، اما مجموعه ای از محصولات را نشان می دهند که دارای هدف عملیاتی کلی از ماهیت کمکی هستند، به عنوان مثال: مجموعه ای از قطعات یدکی.
ترکیب و ساختار محصول مشخص می شود اسناد طراحیانواع و کامل بودن اسناد طراحی توسط GOST 2.102-68 تعیین شده است. در این مورد، اسناد طراحی شامل اسناد گرافیکی و متنی است که به صورت جداگانه یا جمعی ترکیب و طراحی محصول را تعیین می کند و حاوی داده های لازم برای توسعه یا ساخت، کنترل، پذیرش، بهره برداری و تعمیر آن است.
طراحی قسمتحاوی تصویری از قطعه و داده های لازم برای ساخت و کنترل آن است.
طرح قسمت- یک سند گرافیکی با ماهیت موقت، بدون استفاده از ابزار ترسیم بر روی هر ماده ای بدون رعایت دقیق مقیاس. این برای یک بار استفاده در نظر گرفته شده است و حاوی تصویری از قطعه و داده های لازم برای ساخت آن است.
نقاشی مونتاژ(کد سند - SB) حاوی تصویری از واحد مونتاژ و سایر داده های لازم برای مونتاژ (ساخت) آن است.
طراحی نمای کلی(VO) طراحی محصول، تعامل اجزای اصلی آن را تعریف می کند و اصل عملکرد محصول را توضیح می دهد.
ترسیم نظری(PM) شکل هندسی (خطوط) محصول را تعیین می کند. مختصات محل اجزای آن را نشان می دهد.
طراحی ابعادی(GC) شامل یک تصویر ساده شده از محصول با ابعاد کلی، نصب و اتصال است.
نقشه نصب(MC) حاوی یک تصویر ساده شده از محصول و داده های لازم برای نصب (نصب) آن است.
طرح- این یک سند طراحی است که اجزای سازنده محصول و اتصالات بین آنها به صورت نمادها نشان داده شده است.
به متناسناد شامل موارد زیر است:
مشخصات -سندی که ترکیب یک واحد مونتاژ، مجتمع یا کیت را تعریف می کند.
یادداشت توضیحی(PZ) - سندی که دستگاه و اصل عملکرد محصول را تشریح می کند و راه حل های فنی و فنی-اقتصادی اتخاذ شده در طول توسعه آن را توجیه می کند.
مشخصات(TU) - سندی که شامل الزامات محصول، تولید، کنترل، پذیرش و تحویل آن است.
علاوه بر این اسناد طراحی شامل بیانیه های مختلف، جداول، محاسبات، اسناد عملیاتی و تعمیراتی می باشد.
بسته به روش اجرا و ماهیت استفاده، اسناد طراحی و به ویژه نقشه ها به انواع زیر تقسیم می شوند.
اصلی- نقاشی مورد استفاده برای تولید نسخه های اصلی.
اسکریپت- طرحی که با امضای اصلی مقامات اجرا شده و اجازه می دهد چندین نسخه تهیه شود (استفاده از اصل به عنوان اصلی مجاز است).
تکراری- نقاشی تکرار اصلی؛ طراحی شده برای کپی کردن
کپی کنید- نقاشی یکسان با نسخه اصلی یا تکراری؛ برای استفاده مستقیم در تولید در نظر گرفته شده است.
هر یک از اسناد ذکر شده (نقشه ها) که برای یک بار استفاده در تولید در نظر گرفته شده است، ممکن است در قالب یک پیش نویس سند طراحی (نقاشی) اجرا شود.
بسته به مرحله توسعه محصول، اسناد به طراحی و کار (مستندات کاری) تقسیم می شوند.
به طراحیاسناد عبارتند از: مشخصات فنی، پیشنهاد فنی، طراحی اولیه و طراحی فنی - مجموعه ای از اسناد طراحی که تصویر کاملی از ساختار و ویژگی های طراحی محصول طراحی شده ارائه می دهد. نقشه های نمای کلی که بخشی از یک پروژه فنی هستند باید حاوی داده های اولیه برای اجرای اسناد کاری بر روی آنها باشند، به عنوان مثال، نقشه های کاری قطعات.
در حال کار کردنمستندسازی - مرحله نهایی طراحی است و حاوی مدارک لازم برای ساخت، مونتاژ و کنترل محصولات و اجزای آنها در حین تولید و تعمیرات در حین بهره برداری است. اسناد کاری شامل مجموعه ای از نقشه های قطعات و همچنین نقشه های مونتاژ و نصب محصول و مشخصات آن می باشد.
به هر محصول یک نام مستقل اختصاص داده می شود که نمی تواند برای محصول دیگری استفاده شود. مطابق با نام محصول، کلیه مدارک طراحی این محصول نیز تعیین شده است.
سوالات امنیتی
استاندارد چیست؟
هدف اصلی استانداردسازی
ESKD چیست؟
هدف آن چیست؟
محصول چیست؟
انواع محصولات.
انواع اسناد طراحی و کد آنها را نام ببرید.
چه چیزی در اسناد متنی گنجانده شده است؟
اسناد طراحی (نقشه ها) به چه انواعی تقسیم می شوند؟
اسناد بسته به مرحله توسعه محصول چگونه تقسیم می شوند؟
طراحی- سندی حاوی تصویر کلی از محصول و سایر دادههای لازم هم برای ساخت، کنترل و شناسایی محصول و هم برای عملیات با خود سند.
نقشه یکی از انواع اسناد طراحی و از سوی دیگر یکی از انواع مدل گرافیکی محصول است.
الزامات اساسی برای اجرای نقشه ها در GOST 2.109-73 تعیین شده است.
فرمت های برگه
استاندارد بین المللی برای اندازه ورق، ISO 216 (GOST 2.301-68)، بر اساس استاندارد آلمانی برای اندازه ورق DIN 476 است. در استاندارد ISO، نسبت عرض به طول ورق های با فرمت های مختلف یکسان است و تقریباً 1:1.4142. فرمت اصلی برگه A0 است که مساحت آن 1 متر مربع است. هر یک از سایزهای A1، A2، A3 و غیره زیر، نصف مساحت برگه قبلی را دارد. این فرمت ها، طبق GOST 2.302-68، "فرمت های اصلی" نامیده می شوند.
فرمت پایه- فرمت سند طراحی، که ترجیح داده می شود، ابعاد اضلاع 1189x841 میلی متر (A0) یا با تقسیم متوالی آن به دو قسمت مساوی موازی با ضلع کوچکتر به فرمت 297x210 میلی متر (A4) به دست می آید.
فرمت اضافی- قالب یک سند طراحی، که با افزایش ضلع کوچکتر هر قالب اصلی به مقدار مضربی از اندازه آن شکل می گیرد.
مقیاس
تصویر یک شی در طراحی را می توان در اندازه کامل، کوچک یا بزرگ کرد. نسبت تمام ابعاد خطی تصویر یک شی در طراحی به آنها اندازه طبیعیمقیاس نامیده می شود.
GOST 2.302-68 محدوده مقیاس های زیر را برای تصاویر در نقاشی ها ایجاد می کند:
- مقیاس کاهش - 1: 2; 1:2.5; 1:4; 1:5; 1:10; 1:15; 1:20; 1:25; 1:40; 1:75; 1:100، 1:200;
- اندازه طبیعی - 1: 1;
- مقیاس بزرگنمایی - 2:1; 2.5:1; 4:1; 5:1; 10:1; 40:1; 50:1; 100:1.
خطوط
عناصر اصلی هر نقاشی خطوط هستند. بسته به هدفشان از نوع و ضخامت مناسبی برخوردارند. تصویر اشیاء در نقاشی ترکیبی از انواع مختلف خطوط است.
انواع خطوط، هدف و ضخامت آنها توسط GOST 2.303-68 (ISO 128) تعیین شده است. خط اصلی ضخیم جامد به عنوان خط اصلی در نظر گرفته می شود. ضخامت آن اسباید بین 0.5 تا 1.4 میلی متر انتخاب شود. بسته به اندازه و پیچیدگی تصویر، فرمت ورق و هدف طراحی انتخاب می شود. بر اساس ضخامت خط اصلی ضخیم توپر، ضخامت خطوط دیگر انتخاب می شود، مشروط بر اینکه برای هر نوع خط در یک طراحی، در همه تصاویر یکسان باشد.
انواع، ضخامت ها و اهداف خطوط طبق GOST 2.303-68:
| نام | ضخامت نسبت به خط پایه | هدف اصلی |
|---|---|---|
| ضخیم جامد | اس | خطوط طرح کلی قابل مشاهده. خطوط انتقال قابل مشاهده است. خطوط کانتور بخش (استخراج شده و در بخش گنجانده شده است). |
| نازک جامد | از S/3به S/2 | خطوط کانتور بخش روی هم قرار گرفته است. خطوط بعدی و گسترشی. خطوط دریچه. خطوط رهبر قفسه های خط لیدر و خط کشی برچسب. خطوط محدود جزئیات در نماها، بخشها و بخشها. خطوط انتقال خیالی هستند. آثار هواپیماها، خطوط ساخت نقاط مشخصه برای ساخت و سازهای خاص. |
| موج دار جامد | از S/3به S/2 | خطوط را بشکن خطوط جداسازی بین نما و بخش. |
| خط | از S/3به S/2 | خطوط کانتور نامرئی خطوط انتقال نامرئی هستند. |
| خطی نازک | از S/3به S/2 | خطوط محوری و مرکزی. خطوط مقطع، که محورهای تقارن برای مقاطع روی هم قرار گرفته یا توسعه یافته هستند. |
| نقطه چین ضخیم شده است | از S/3 تا 2/3S | خطوطی که سطوحی را که باید عملیات حرارتی یا پوشش داده شوند نشان می دهد. خطوطی برای به تصویر کشیدن عناصر واقع در جلوی صفحه برش. |
| باز کنید | از S تا 1.5 S | خطوط بخش |
| نازک جامد با شکست | از S/3به S/2 | خطوط استراحت طولانی |
| نقطه چین با دو نقطه نازک | از S/3به S/2 | خطوط روی تحولات را تا کنید. خطوطی برای به تصویر کشیدن بخش هایی از محصولات در موقعیت های شدید یا متوسط. خطوطی برای به تصویر کشیدن اسکن همراه با نما. |
طراحی

برنامه کاری
پلان ساختمان دولت
هنگام به تصویر کشیدن اشیا با استفاده از تکنیک های طراحی، تنها به چشم و وفاداری دست تکیه نمی کنند، بلکه از ابزارهای کمکی مختلف استفاده می کنند. اما این نقاشی برای بازتولید دقیق ابعاد جسم، در مقیاسی خاص مورد نیاز است، در نتیجه از یک تصویر پرسپکتیو به ندرت استفاده می شود (زیرا اندازه قطعات را تحریف می کند) و طبق قوانین با پیش بینی جایگزین می شود. هندسه توصیفی با توسعه کاربردهای استاتیک گرافیکی، با کمک ترسیم، حل بسیاری از مسائل عددی که در طراحی سازهها و ماشینها با آن مواجه میشد و نیازمند محاسبات جبری پیچیده بود، آسان و سریع شد.
نام "نقاشی هندسی" به یک موضوع مقدماتی ویژه در برنامه درسی مدارس فنی ابتدایی اشاره دارد: برای شروع مطالعه هنر طراحی، به دانش آموزان تکنیک هایی برای استفاده نشان داده می شود. ابزار طراحیو آنها را مجبور به حل مسائل مختلف هندسی روی کاغذ کنید. با شروع از موارد واقعاً ضروری، مانند کشیدن خطوط موازی و عمود بر هم، تقسیم خطوط و زوایا مستقیم به قسمت های مساوی، ساختن اشکال در مقیاس های مختلف، به حل مسائل نسبتاً پیچیده خاص و ساختن منحنی های مختلف مسطح و الگوهای منظم می رسند. تنها به منظور «عادت کردن» و دستیابی به درجاتی از «توسعه» هندسی انتخاب شده است. سپس آنها به "طراحی طرح ریزی" می روند: مطالعه عملی هندسه توصیفی و سیستم های مختلف طرح ریزی بر اساس آن. اینها مبنای علمینقشه ها بیشتر مطابق با تخصص هایی توسعه می یابند که به نتایج متنوعی نیاز دارند که با تکنیک ها و مهارت های خاص به دست می آیند. ترسیم نقشه های جغرافیایی و توپوگرافی، نقشه های موقعیتی و مرزی نیاز به دقت بالایی در اندازه و رنگ آمیزی با رنگ ها و تکنیک های مرسوم دارد. طراحی معماری به نفع دیگران است نمادهاو تکنیکها، اما همچنین مستلزم رعایت دقیق ابعاد است، زیرا هنگام استفاده از یک طرح با اندازهگیری مستقیم با استفاده از قطبنما و مقیاس تعیین میشوند. در نقشههای کارخانهای که به کارگران مجری داده میشود، در بیشتر موارد، اجرای خشنتر مجاز است، زیرا معمولاً ابعاد اصلی نوشته شده است و خود نقشهها اغلب در اندازه کامل ساخته میشوند.
در قدیم مرسوم بود که تمام نقشه های مهندسی، معماری و مهندسی مکانیک را با دقت تمام می کردند: آنها را با خطوط نازک بکشید، آنها را با دقت رنگ کنید و حتی سطوح گرد را با شستشوی جوهر سایه بزنید.
در معماری
ابزار طراحی
چند ابزار مدرن:
هنگامی که طرح بزرگ است یا نیاز به رنگ آمیزی دارد، کاغذ مربوط به آن باید روی تخته طراحی کشیده شود. یک تخته طراحی خوب باید سطحی کاملا صاف و صاف داشته باشد و به اندازه ای نرم باشد که به راحتی پین ها را به داخل آن فشار دهید تا کاغذ را سنجاق کنید. بنابراین، تخته های طراحی از چوب نمدار، کاج یا توسکا ساخته می شوند و انواع سخت تر مناسب نیستند. چوب زمانی که خشک می شود تاب می خورد، بنابراین باید اقدامات مختلفی برای به دست آوردن یک تخته رسم خوب انجام داد. چوب انتخاب شده، در صورت امکان بدون گره، دانه بندی مستقیم است: از روی ترک های سطحی روی لبه، به راحتی می توان متوجه شد که الیاف چوب تقریباً همیشه در امتداد یک خط مارپیچ خم می شوند، معمولاً بسیار شیب دار. اگر تخته ای از چنین چوبی کاملاً مسطح چیده شود، به یک "صفحه مورب" تبدیل می شود، یعنی وقتی خشک می شود، به یک هایپربولوئید سهموی تبدیل می شود. اگر مرطوب شود، در جهت مخالف پیچ خورده و سطحی از همان نوع را تشکیل می دهد، اما نمی تواند با سطح اول منطبق شود. چوب با لایه مستقیم به یک سطح استوانه ای خم می شود. بر این اساس، با انتخاب تخته ها، آنها را از طول به نصف اره می کنند و به پانل ها می چسبانند و هر کدام را 180 درجه نسبت به همسایگان خود می چرخانند: در نتیجه به جای یک سطح استوانه ای، هنگام تاب برداشتن، یک سطح موج دار به دست می آید، کمتر دور از هواپیما آنها تخته های یک و نیم اینچی را می گیرند و "روپلاک ها" را از پشت به "ترک" می کوبند. لبهها تا حد امکان مستقیم بریده میشوند، زیرا از آنها برای کشیدن خطوط موازی استفاده میشود، و گرهها در سمت جلو خالی شده و با تکههای چوب از همان تخته مهر و موم میشوند. پس از چند ماه قرار گرفتن در یک اتاق گرم، تخته جدید بسیار تاب میخورد، سپس برای اصلاح به نجار فرستاده میشود: تا زمانی که ضخامت کافی باشد، میتواند دوباره آن را صاف کند، اما اگر این کار غیرممکن میشود. بسیار "خم" شده است. پس از اولین اصلاحیه اجتناب ناپذیر، هیئت مدیره کمی تغییر خواهد کرد، اما هنوز هم هر از گاهی نیاز به تراز مجدد دارد. گاهی اوقات لازم است که تخته سبک باشد: سپس با چسباندن پانل های نازک در دو طرف قاب خالی می شود. این نوع کار را فقط می توان با استفاده از چوب بسیار خشک و طولانی انجام داد. در قدیم، تخته ها را به شکل یک قاب پر از پانل های هموار می ساختند، اما چنین تخته هایی وقتی خشک می شوند، مطمئناً در طرفین ترک ایجاد می کنند و هنگامی که مرطوب می شوند، شاخه های قاب آنها می ترکد. تخته های طراحی نیز از چند لایه تخته چندلای نازک متقاطع به هم چسبانده می شوند، اما با تمام استحکام و سبکی که دارند، وقتی درجه اولیه خشکی آنها تغییر می کند، به طور نامنظم موج دار می شوند. اگر لازم است از هر دو سطح تخته استفاده شود، آنگاه با "لبه های انتهایی" ساخته شده از چوب سخت ساخته می شود، یعنی "تخفیف" در خود لبه ها انتخاب می شود و لبه های انتهایی سپر بر اساس آن کوتاه می شوند. و به این چین خورده است. برای طراحی، تخته را طوری روی میز قرار می دهند که نور از دست چپ کارگر و از جلو بیفتد، در غیر این صورت باید خطوطی را در امتداد سمت سایه خط کش ها و مربع ها بکشید. هنگام پوشاندن با رنگ، تخته باید کمی کج شود تا خود رنگ مایع به یک طرف جریان یابد، اما زمانی که طرح بسیار بزرگ است، راحت است که تخته را بسیار کج کنید و در حالت ایستاده کار کنید، در غیر این صورت مجبور خواهید بود روی میز دراز بکشید تا به لبه ای دورتر برسید. بسیاری از ماشین های کم و بیش پیچیده برای این منظور اختراع شده اند. آمریکایی کاملا راحت است. در آن تخته D روی یک پایه قرار دارد، یک قاب aca جامد است، در حالی که دیگری از یک قسمت ثابت d و یک قسمت قابل تنظیم bb تشکیل شده است. زنجیرهای fmf تغییرات شیب حتی کوچکتری را امکان پذیر می کند. برای راحتی کار بر روی یک تخته طراحی با شیب شدید، به یک خط کش افقی مخصوص ("Winkel") نیاز است که به موازات خود در امتداد راهنماهایی که در طرفین تخته چیده شده اند و مجهز به لبه ای مانند تخته سیاه مدرسه است، می لغزند: بدون این، حتی یک ابزار را نمی توان از دستان خود رها کرد، زیرا روی زمین غلت می خورد. برای چسباندن کاغذ روی تخته، سطح زیرین آن را با استفاده از یک اسفنج تمیز به طور یکنواخت با آب مرطوب می کنند و در این سمت روی تخته قرار می دهند (قسمت زیر کاغذ را می توان با نگاه کردن به آن در مقابل نور از صورت تشخیص داد؛ در نور کشویی، در قسمت زیرین، چاپ پارچه سیمی که بر روی آن خمیر کاغذ بیرون کشیده شده و برگه ها را تشکیل می دهد، بیشتر نمایان است. سپس به اندازه عرض یک انگشت از لبه، خط کش محکمی روی آن قرار دهید، لبه کاغذ را به سمت بالا خم کنید و با فشار دادن خط کش با یک دست، سطح پایین کاغذ و تخته را با خمیر یا محلول غلیظی از آن بمالید. صمغ عربی با دیگری. پس از مالش لبه آغشته شده با پارچه از طریق یک ورق کاغذ بسته بندی، همین کار را با سه لبه باقی مانده از ورق تکرار کنید، در حالی که سعی می کنید وسط را بدون چروک بکشید. بعد از این کار، قسمت جلویی را نیز با اسفنج مرطوب میکنیم، بدون اینکه این بار لبههای چسبانده شده خیس شود و خشک شود.
| فهرست ابزارهای طراحی و کاربرد آنها | ||
|---|---|---|
|
ابزار طراحی. برنج. 1 |
ابزار طراحی. برنج. 2 |

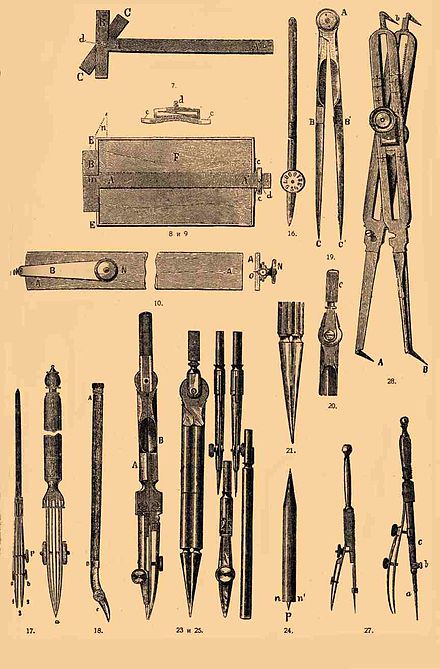
برای ترسیم خطوط مستقیم، از خط کش ها، مربع ها و میله های متقاطع یا چشمک استفاده کنید. موفقیت کار به درستی، قابلیت سرویس و طراحی مصلحت این دستگاه ها بستگی دارد. بهترین ماده چوب گلابی با لایه مستقیم است، اما تعداد کمی از صنعتگران می دانند که چگونه آن را به گونه ای انتخاب و پردازش کنند که متعاقباً شکل آن تغییر نکند. بهترین خط کش ها با علامت های H. Oliveraau، Hudelo و E. S. با تصویر قطب نما، مثلث و نقاله از پاریس به دست می آیند. محصولات آلمانی در مراقبت از تکمیل چیزی کمتر از آنها نیستند، اما به زودی در حین کار دچار تحریف می شوند. ضخامت باید حدود 2 میلی متر باشد. خود لبه بالایی را هدایت می کند ، زیرا خط همیشه کمی دورتر از خط کش کشیده می شود. بنابراین با یک خط کش بسیار ضخیم خط به دلیل تغییرات جزئی در زاویه مداد به راحتی موج دار می شود و با یک جوهر بسیار نازک می تواند به راحتی به چوب بچسبد و لکه ایجاد کند. زوایای آن از یک تخته برش خورده و زوایای بسیار بزرگ به شکل قاب ساخته شده اند. به دلیل خشک شدن چوب، هیپوتنوز مثلث های بریده شده از یک تخته جامد نمی تواند صافی اولیه خود را حفظ کند، و بنابراین استفاده از پاها تا حد امکان قابل اطمینان تر است. زوایای 45، 60 و 30 درجه استفاده می شود، اما معمولا گوشه های تیزآنها این کار را به صورت تصادفی انجام می دهند. درج های مسی هیچ فایده ای ندارند زیرا دوام ندارند. صحت خط کش را می توان با دید در مقابل نور در لبه آن قضاوت کرد. شما می توانید سه خط کش را حتی دقیق تر بررسی کنید: آنها نباید نور را از خود عبور دهند، زمانی که آنها به صورت جفت، یکی روی دیگری قرار می گیرند. انطباق لبه های تنها دو خط کش می تواند اتفاق بیفتد اگر آنها یک قوس محدب و مقعر از یک دایره را نشان دهند. نادرستی های کوچک خط کش ها را می توان با مالش لبه روی یک ورق کاغذ شیشه ای ظریف که روی یک تخته مسطح قرار داده شده است، تصحیح کرد، و می توان گوی های ناهموار را با یک اتصال دهنده خوب، با چرخش بسیار تیز، راحت تر روی "جعبه میتر" صاف کرد. برای کشیدن خطوط موازی، باید مربع را مجبور کنید تا در امتداد یک خط کش ثابت بلغزانید، برای این کار راحت تر است: قسمت عرضی آن ضخیم تر از طولی است و در امتداد لبه تخته طراحی می لغزد. معمولاً باید خطوط افقی و عمودی زیادی ترسیم کنید. اگر لبه های تخته به طور منظم در زوایای قائم هستند، می توانید آنها را با یک قسمت عرضی ثابت از میله متقاطع استفاده کنید. برای شیب دار نیمی از این قسمت را می توان چرخاند و با پیچ محکم کرد. در شکل جدول 8 یک تخته F با یک میله عرضی AA را نشان می دهد، که با آن قسمت عرضی B در امتداد چین در لبه تخته EE می لغزد، در حالی که فنر cc گیره d روی لبه سمت راست قرار دارد. این دستگاه به ویژه برای برای خطوط عمودی، مربع را روی یک تخته شیبدار قرار دهید (در شکل 8 به صورت خط چین نشان داده شده است که میله متقاطع B باید با سطح تخته همسطح باشد، و خط کش AA). بالاتر، در غیر این صورت نمی توان مربع را در موقعیتی مناسب برای ترسیم به لبه چپ نزدیک کرد. طرح های زیادی وجود دارد که به شما امکان می دهد زاویه وینکل را به تعداد درجه مورد نظر تغییر دهید، موقعیت آن را با یک پیچ میکرومتر اصلاح کنید و غیره. تقریباً همه اینها ناخوشایند یا شکننده هستند. هنگام ترسیم چرخ دنده ها و شکل های مشابه، باید خطوط مستقیم زیادی را که در یک نقطه همگرا هستند ترسیم کنید: به سادگی می توانید یک سنجاق به همان ضخامت نقطه یک مداد را در این مکان بچسبانید و یک انتهای خط کش را روی آن اعمال کنید. خط کش غیرعادی AA راحت تر است. در یک انتها، یک اهرم برنجی B چرخانده شده و با یک پیچ N مجهز به سوزن O محکم می شود که می توان آن را به اندازه دلخواه باز کرد و لبه خط کش را مجبور کرد که از مرکز به سمت مرکز حرکت کند یا در فاصله معینی از آن عبور کند. آن را
خط کش های منحنی را الگوها می نامند. آنها معمولاً از چوب گلابی بریده می شوند و شکل های بسیار خارق العاده ای به آنها داده می شود، و با این حال، قسمت هایی از منحنی های هندسی همگن معمولاً در یک الگو ترکیب می شوند. انتخابهای سیستماتیک نیز برای منحنیهای رایج استفاده میشوند، به عنوان مثال، برای سهمی. از الگوها برای ایجاد منحنی در نقاط استفاده می شود. هنگامی که انحنا صاف است، می توانید نوار فولادی الاستیک را خم کنید تا از نقاط داده شده عبور کند و در امتداد لبه آن ردیابی شود. برای موفقیت، نوار باید توسط یک دستیار نگه داشته شود یا با وزنه های مخصوص فشار داده شود. برای کمان های دایره ای با شعاع بسیار بزرگ، مکانیسم های ویژه ای از چبیشف و شاهزاده گاگارین وجود دارد که یک نوار الاستیک را در امتداد یک شعاع مشخص خم می کند. یک طراح باتجربه خیلی سریع با خطوط موازی جوجه کشی می کند و مربع را در امتداد میله متقاطع با دست حرکت می دهد، بدون نیاز به وسایل خاصی که به تعداد زیاد وجود دارد. ساده ترین آنها در شکل نشان داده شده است. 13 جدول: مربع B می تواند در امتداد برش ab خط کش A بلغزد. سپس با نگه داشتن B، A را به سمت راست حرکت دهید و همین کار را تکرار کنید. بسیاری از مخترعان با موفقیت کم یا زیاد سعی کرده اند فاصله بین ضربات را متغیر کنند. علاوه بر چوب، مربع ها از لاستیک شاخ و سلولوئید ساخته می شوند. لاستیک کمتر از چوب قابل تغییر است، فقط در اثر حرارت نسبتاً قوی تاب می خورد، اما سیاه است، لکه های کثیفی و جوهر روی آن دیده نمی شود و به همین دلیل به راحتی کاغذ را لکه می کند. سلولوئید ممکن است راحت باشد، زیرا در سال های اخیر استحکام بیشتر و اشتعال کمتری به آن داده شده است. خط کش های فلزی خیلی سنگین هستند و مسی ها نیز کاغذ را لکه دار می کنند. از فولادها فقط برای برش نقشه های تمام شده استفاده می شود.
ابزار اصلی یک نقشه نویس یک خودکار طراحی یا "Drawfeder" است. متشکل از دو فلپ فنری aa، یک پیچ c و یک دسته b جوهر مایع بین فلپ ها به دلیل مویینگی نگه داشته می شود. اگر هر دو لنگه به خوبی به کاغذ بچسبند، سپس جوهر بین آنها به آن بچسبد، خط به شدت محدود به نظر می رسد. جدیدترین نوع که توسط Kern و Gysi در سوئیس و Gerlach در ورشو ساخته شده است، کوتاهتر و قوی تر است، به طوری که از کاهش شکاف ناشی از فشار بر روی خط کش جلوگیری می کند. از یک تکه تبدیل شده است، مجهز به یک شکاف طولی و یک پیچ a برای تقویت در دسته. برای خطوط نازک، انتها تیزتر و برای خطوط ضخیم تر، به طوری که جوهر بیشتری بین فلپ های پهن نگه داشته می شود. در قدیم روی لولا یک ارسی درست میکردند تا راحتتر تمیز شود، اما لولا خیلی زود شل میشود و تمیز کردن آن با یک تکه کاغذ، مرطوب کردن خودکار در آب، کار سختی نیست. خطوط با ضخامت بیشتر از 1 میلی متر به طور همزمان رسم می شوند. بنابراین، برای یک خودکار طراحی خوب به ویژگی های زیر نیاز دارید: هر دو درب آن باید همزمان کاغذ را لمس کنند. وقتی خط در فاصله مناسبی از خط کش کشیده می شود، لبه های فلپ ها باید صاف و نازک باشند، اما کاغذ را برش ندهند. عرض لبه های لمسی دریچه ها نیز به عرض شکاف اضافه می شود، بنابراین برای یک خط نازک آنها باید نازک باشند، اما تیز نباشند. شکاف بین درها به شکل گوه است و در کناره ها به صورت گرد تیز می شوند، به این معنی که وقتی تخته رسم به صورت عمودی نگه داشته می شود خط نازک تر می شود و هر چه پهن تر باشد تمایل بیشتری دارد. اما با توجه به ساختار دست انسان، با کشیدن یک خط طولانی، این تمایل به خودی خود تغییر می کند و طراح برای جلوگیری از این نقص، به مهارت زیادی نیاز دارد. بنابراین، نوک ها باید کمی از داخل خم شوند تا با عرض معمول ویژگی ها، سطوح داخلی آنها نزدیک به موازی باشند. انطباق ناخودآگاه با این شرایط چیزی است که باعث می شود فیدر نقاشی دیگری بهتر از دیگران کار کند. تخته های طراحی به زودی از استفاده کسل کننده می شوند، اما طراح به راحتی می تواند آنها را اصلاح کند. برای لیتوگراف ها انتهای دریچه ها سفت می شود که در این صورت باید روی بلوک آسیاب شوند، اما انواع معمولی و نرم را می توان با سوهان ریز به شکل قبلی خود برگرداند. ابتدا فلپ ها را پیچ کنید تا به یکدیگر برخورد کنند، نوک ها از طرفین آسیاب می شوند، توجهی به این واقعیت نیست که لبه ها ضخیم تر می شوند. پس از انجام این کار، تخته رسم به عرض معمول خود باز می شود و هنگامی که خط در فاصله مناسبی از خط کش کشیده می شود، اطمینان حاصل می شود که هر دو فلپ لمس می شوند. پس از این، می توانید موازی بودن سطوح داخلی شیرها را در انتها بازیابی کنید تا آنها را به هم نزدیک کنید و با سنباده آنها را با دقت صاف کنید. اگر لبه های داخل خیلی گرد شد، باید دوباره در کناره ها تیز شوند. سپس باید درها را از بیرون به دقت تیز کنید تا لبه های آنها تقریباً تیز شود. برای جلوگیری از بریدن کاغذ، باید یک تکه از بهترین کاغذ سنباده را بردارید، آن را روی یک لایه پشتی نسبتاً نرم، مثلاً کاغذ ضخیم، قرار دهید و چند بار قلم باز را روی آن بکشید و عمداً شیب آن را تغییر دهید. مقدار زیادی در دو طرف خط عمودی. لبه های ناهموار صاف می شوند و قلم طراحی تمیز و نرم می کشد. اگر او همچنان کاغذ را برش می دهد، باید این تکنیک را تکرار کنید، اما با دقت، در غیر این صورت لبه های داخلی بیش از حد گرد می شوند و خطوط ریز کشیده نمی شوند. برای تنظیم سریع به ضخامت ضربه معین، یک قلم طراحی "کالیبر" مناسب است. برای خطوط ضخیم - قلم های دوتایی: می توانید در انتهای 1 و 3 قلم های a و b جوهر بریزید و بلافاصله با کشیدن یک خط دوتایی، شکاف بین آنها را با قلم مو پر کنید یا انتهای آن ها را با پیچ Rob به هم نزدیک کنید. ریمل را در شکاف 2 قرار دهید. در عین حال، برای خطوط بسیار پهن ریمل کافی نیست، و ایجاد لکه آسان است. برای تسهیل ترسیم مطابق با الگوها، تخته طراحی منحنی ساخته می شود. هنگامی که مهره A آزاد می شود، حول محور دسته می چرخد، در B. برای خطوط نقطه چیندستگاه های زیادی اختراع شده اند، اما همگی نامناسب هستند یا خیلی کند کار می کنند.