بسیاری از قطعات دارای اندازه های استاندارد هستند. بنابراین، هنگام نشان دادن مقادیر عددی آنها در نقشه قطعه، ابعاد واقعی حاصل با استفاده از سری معمولی به نزدیکترین استاندارد گرد می شوند. ابعاد خطیو قطر (GOST 6636-69*)، اندازه استاندارد شعاع گردها و پخ ها (GOST 10948-64*)، مخروطی ها و شیب ها (GOST 8593-81)، زوایای معمولی (GOST 8908-81)، "کلید در دست" (GOST) 642473 *)، رزوه ها، کلیدها، شیارهای خروجی ابزار برش نخ و غیره.
در POC دقیق، برخی از عناصر قطعات به صورت ساده، مشروط یا به هیچ وجه نشان داده نمی شوند، که اجازه نمی دهد طراحی آنها آشکار شود. این معمولاً در عدم وجود شیب های ریخته گری و مهر زنی، پخ ها، نخ های زیر برش هنگام برش نقطه ای آنها، نمایش ساده سوراخ های کور با نخ ها، شیارها و شیارهایی برای خروج از یک ابزار رزوه برش یا سنگ زنی و غیره بیان می شود. در نقشه کار، چنین عناصری باید بدون ساده سازی به طور کامل نشان داده شوند، مگر اینکه به طور خاص در استانداردها ذکر شده باشد. علاوه بر این، بیشتر این عناصر ساختاری در شکل و اندازه آنها توسط GOST های مربوطه تعیین می شوند که باید هنگام جزئیات استفاده شوند.
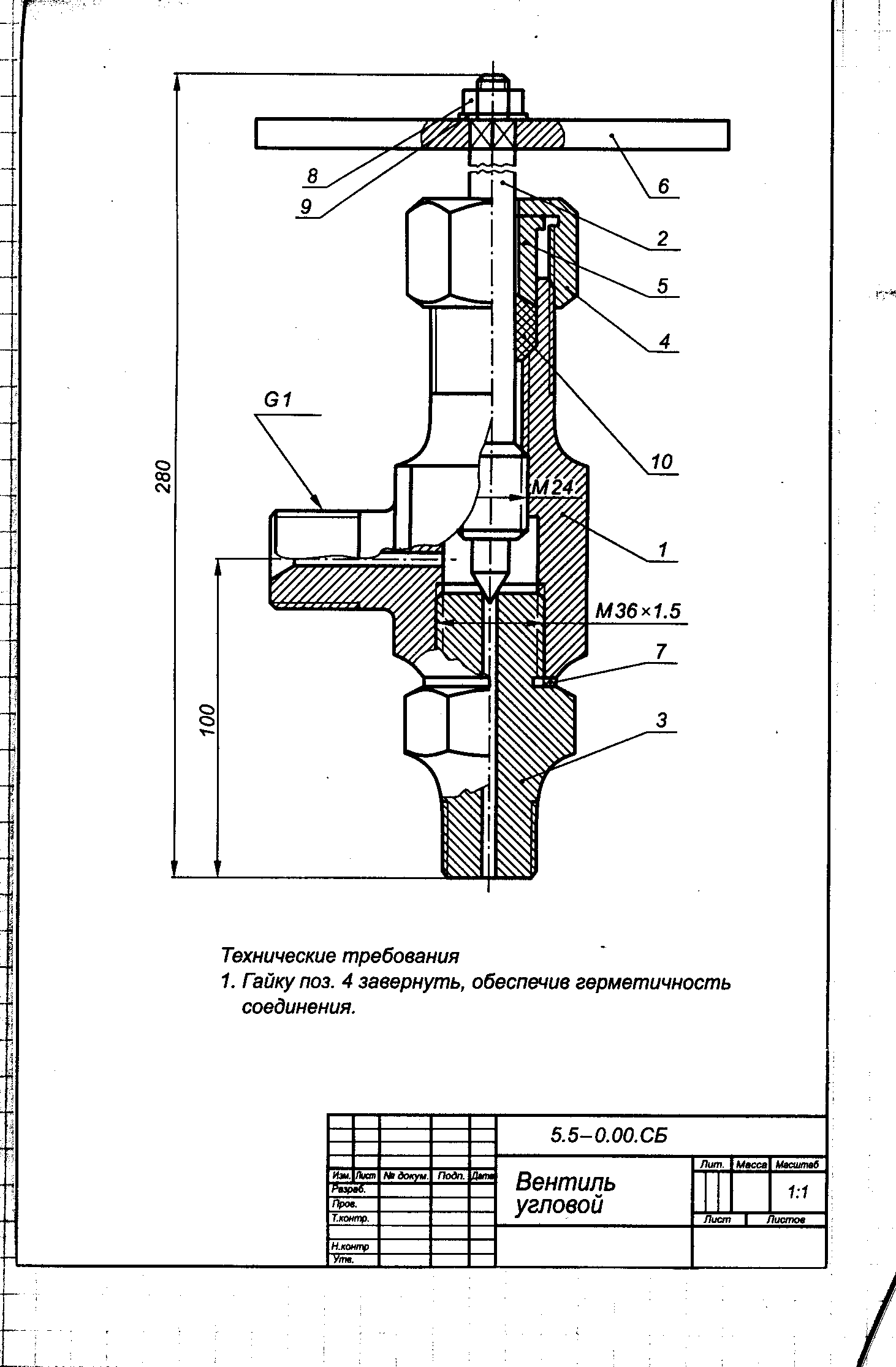
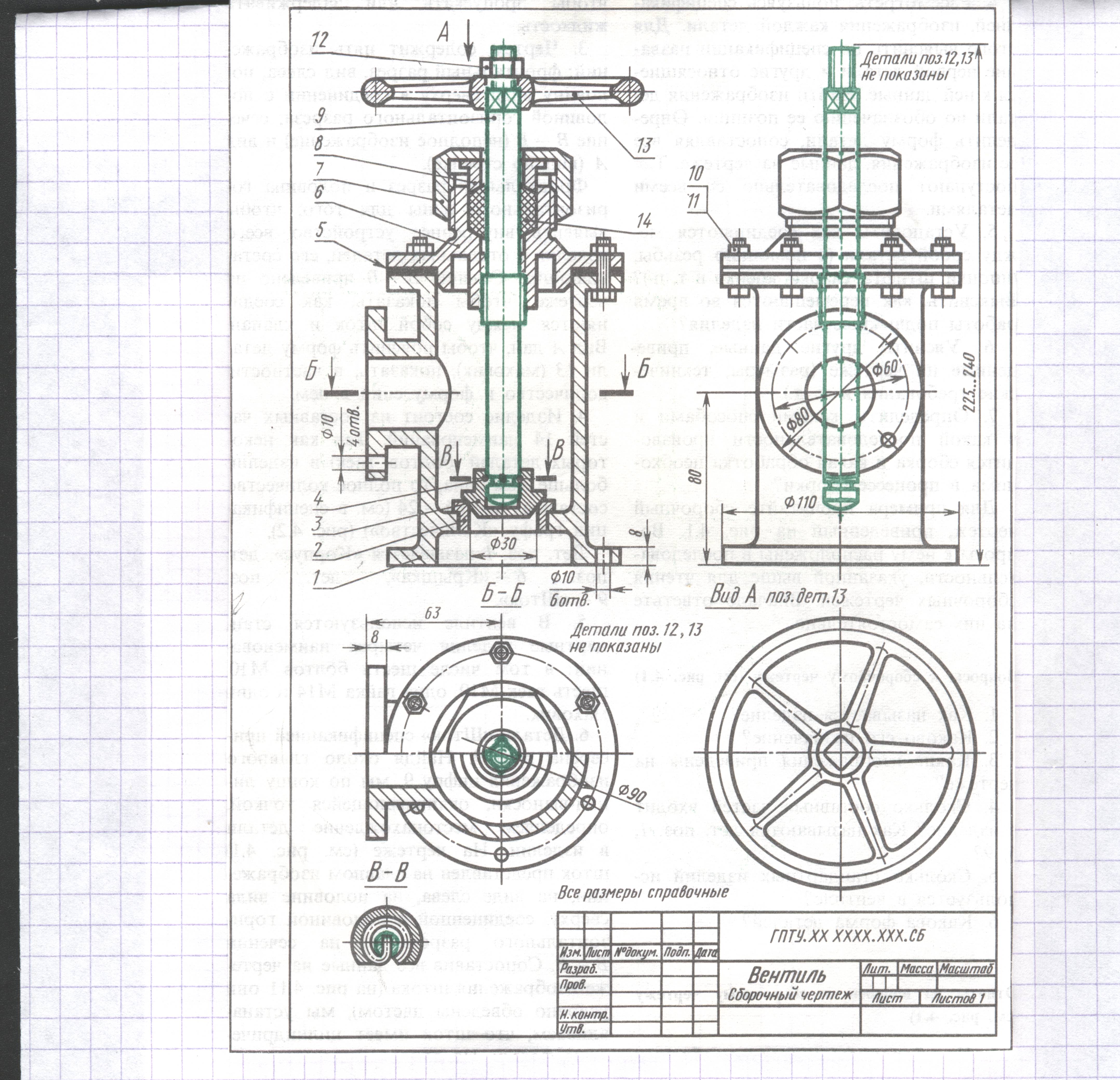
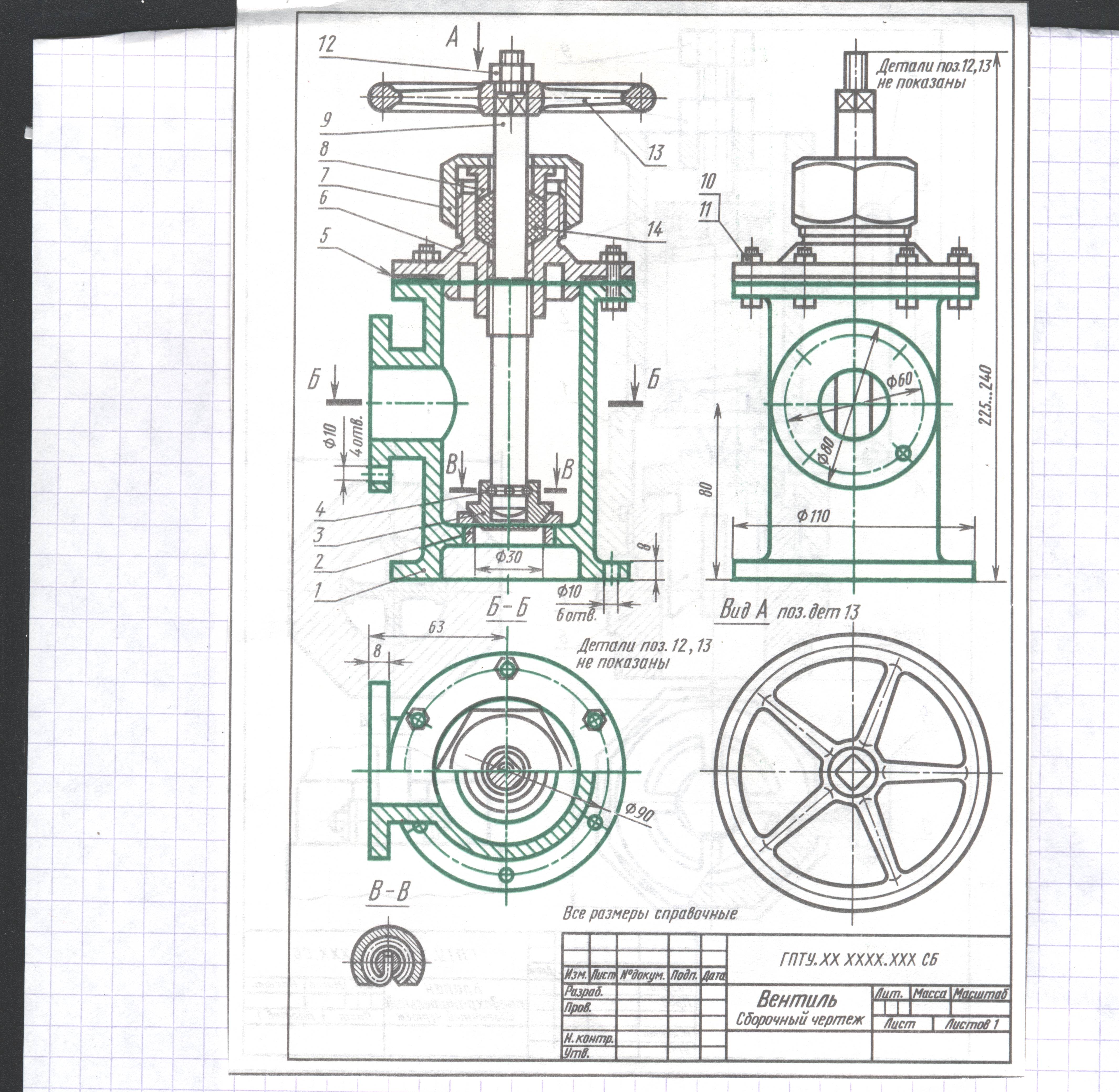
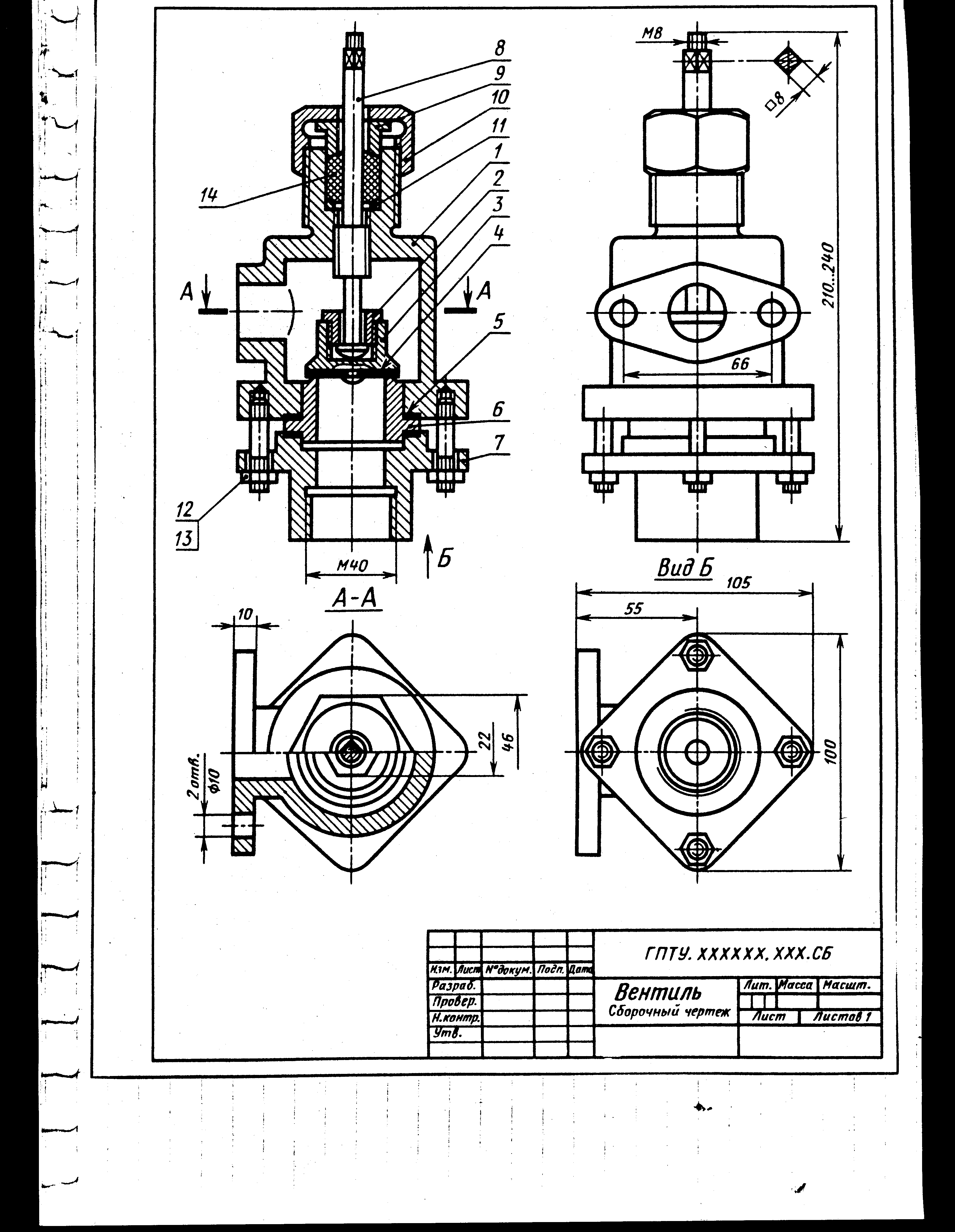
14.4. نمونه ای از جزئیات طراحی نمای کلیواحد مونتاژ "شیر"
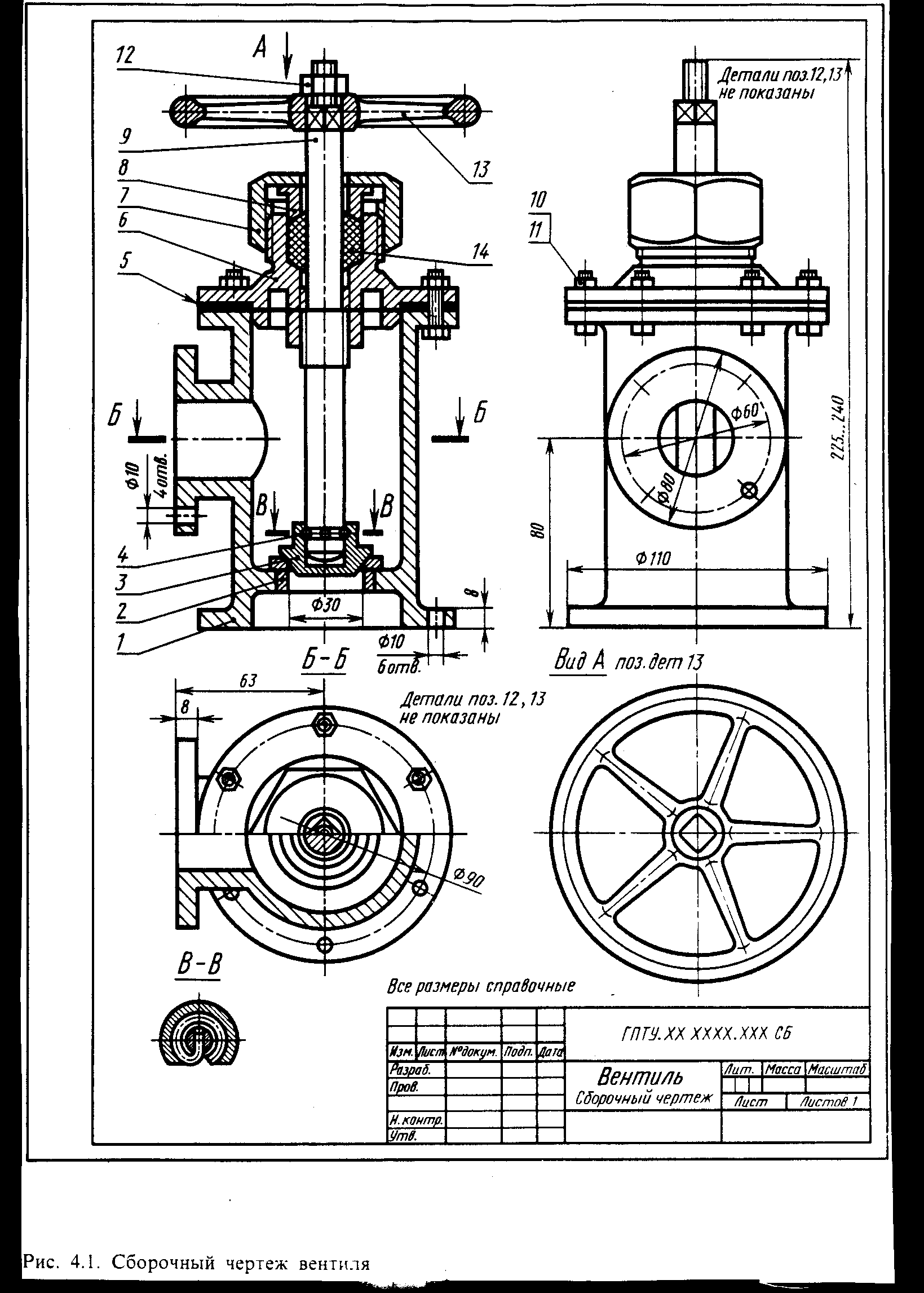
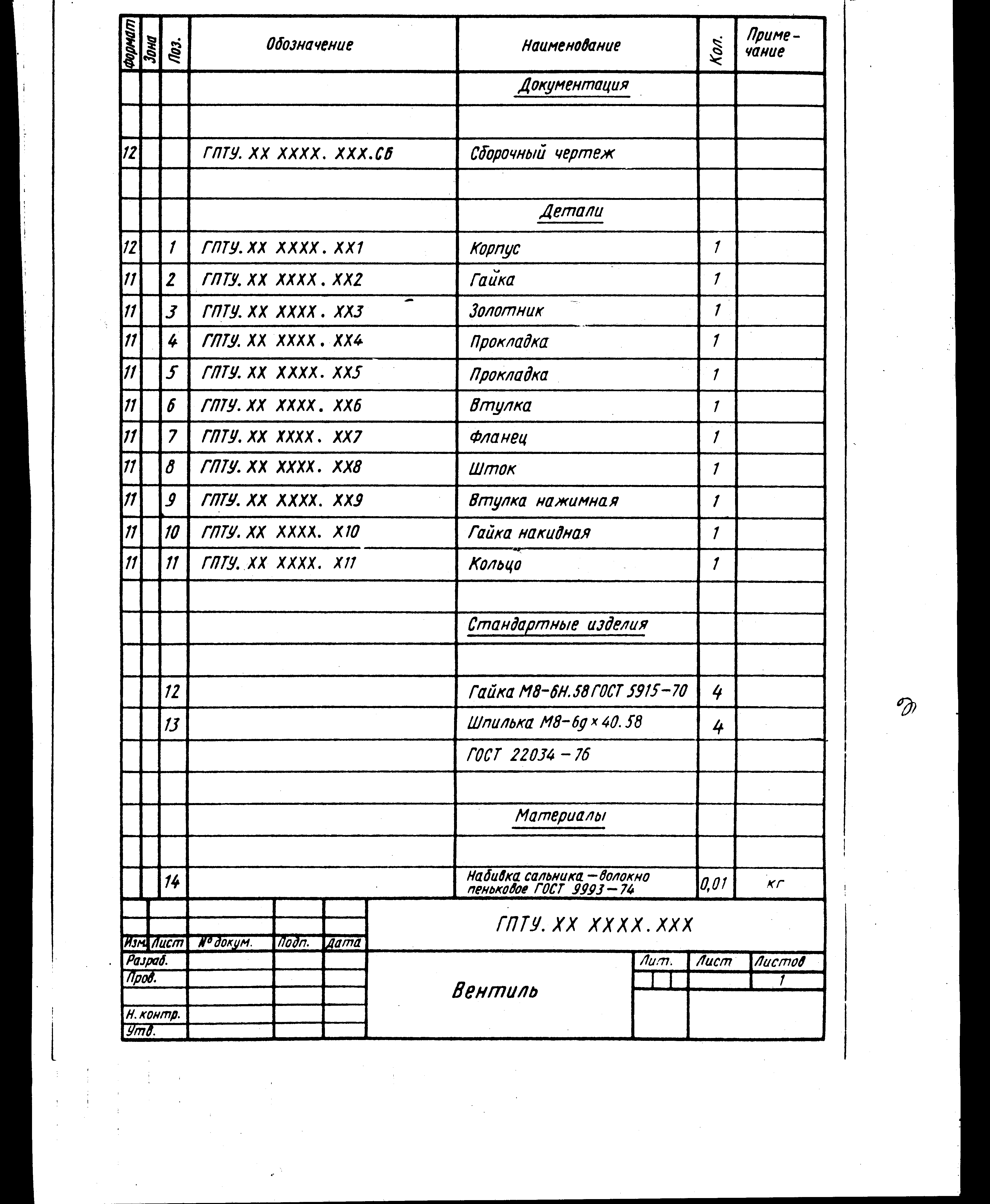
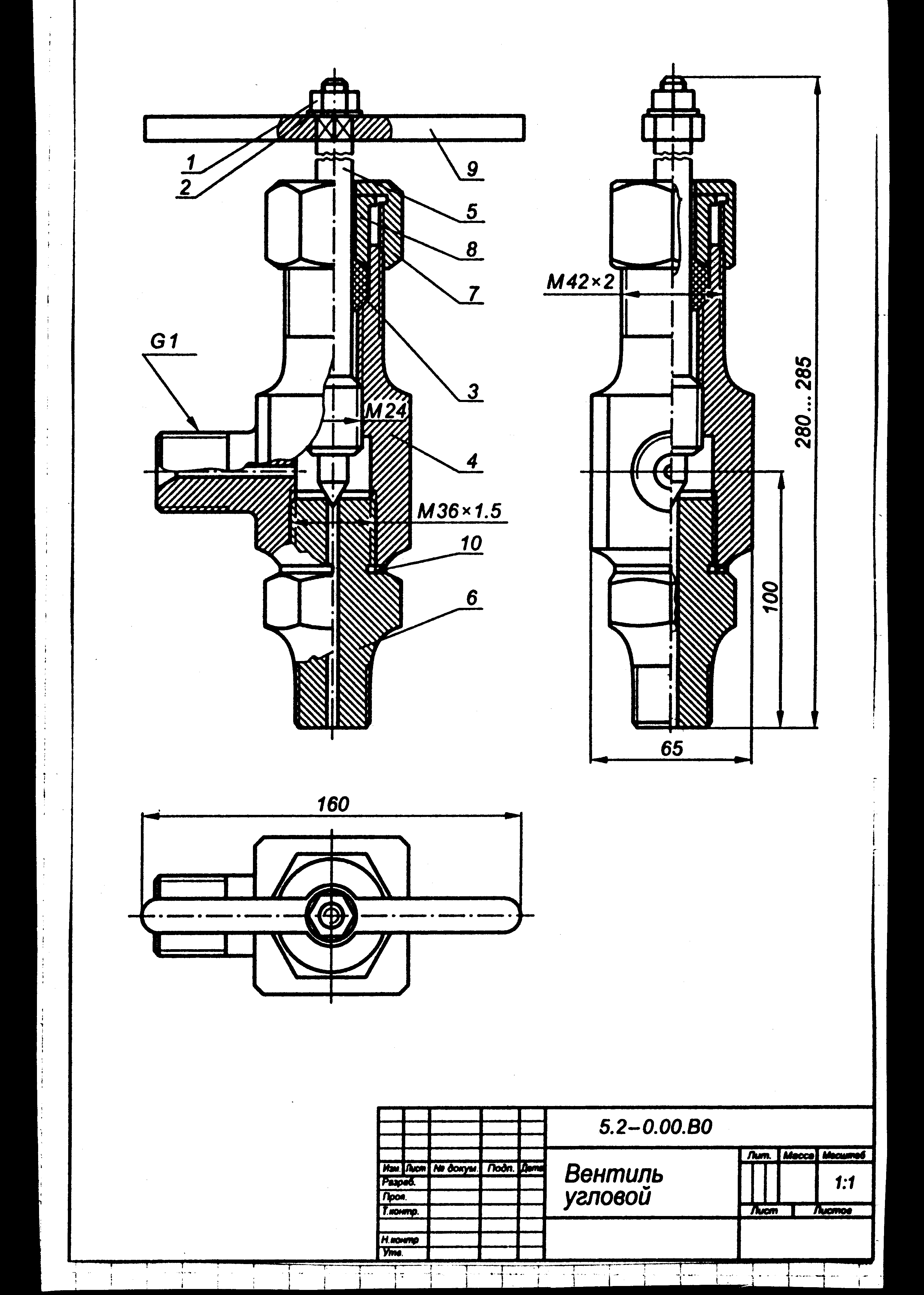
برای تکمیل مثال، یک نقشه دقیق ارائه شده است - CVF شیر (به شکل 14.1 مراجعه کنید)، مشخصات آن (شکل 13.10) و شرح محصول دقیق ارائه شده در زیر.
شیر نوعی اتصالات است که برای تنظیم جریان مایع (معمولاً آب) در خط لوله و بستن خطوط لوله طراحی شده است.
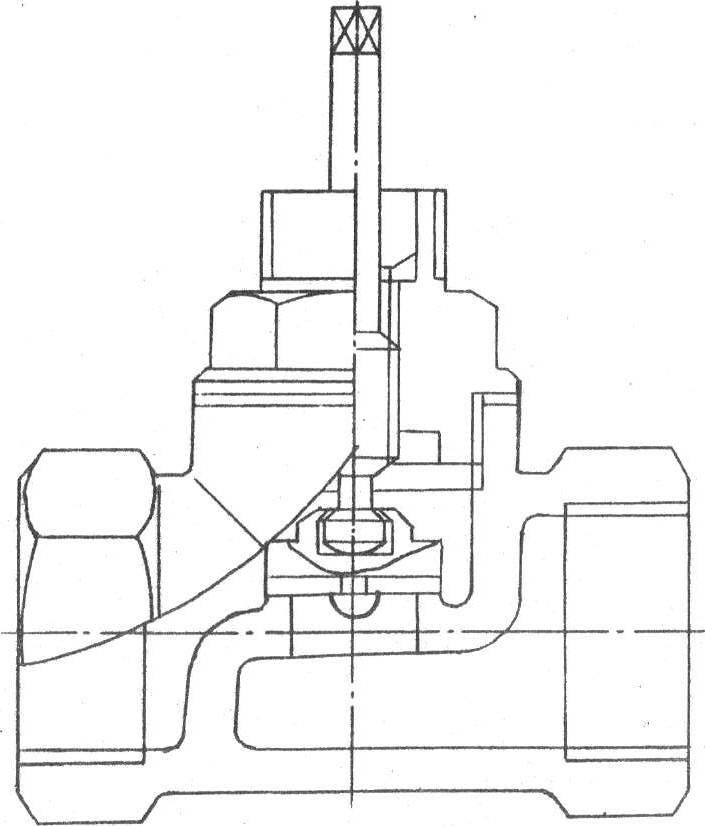
مایع از طریق سوراخ رزوه ای سمت چپ محفظه 1 به شیر وارد می شود و خروجی از طریق سمت راست انجام می شود. دستگاه قطع کننده سوپاپ شامل یک شیر 4 و یک میله 3 است که با امکان چرخش آزاد آنها نسبت به یکدیگر متصل شده اند. در نقاشی، شیر بسته نشان داده شده است: شیر 4 سوراخ عبور در محفظه 1 را با قطر 40 میلی متر می بندد و ورودی و خروجی را به هم وصل می کند. دریچه با حرکت سوپاپ با ساقه به سمت بالا و چرخاندن دومی در قسمت رزوه دار پوشش 2 با استفاده از فلایویل 6 که با پیچ 8 روی ساقه نصب شده است باز می شود. با بلند کردن میل با سوپاپ بالاتر یا پایین تر، ضربدر -مقطع سوراخ عبور و جریان سیال از شیر تغییر می کند.
جزئیات پوز 6 و 7 نشان داده نشده است |
|
نامه 27 |
|
فشرده کنید |
|
بله. خط 4
ب(2:1) ïîç. 3 | |||
همه اندازه ها برای مرجع هستند. | |||
40.02.013.000 ÂÎ |
|||
ÌÀÄÈ(ÃÒÓ) ãð. ...
برای از بین بردن نشتی بین بدنه و روکش، از یک واشر 7 و بین میله و درپوش - یک مهر و موم جعبه پرکننده متشکل از یک بسته بندی 9 و یک بوش رزوه دار 5 استفاده کنید.
مواد قطعات pos. 1، 2، 5 - برنز BrotsS3-12-5 GASÒ 613-79، قطعات pos. 3، 4 - برنج 62 GAS 15527-70*، قطعات pos. 6 - آلیاژ آلومینیوم 2 GAS 2685-75 قطعات pos. 7 - مقوا A GOST 9347-74.
نتایج مرحله اول خواندن CHOV به شرح زیر است:
1. CHOV، ساخته شده در مقیاس 1: 1، یک شیر را نشان می دهد - یک محصول مربوط به دریچه های شیر خطوط لوله (به کتیبه اصلی نقاشی مراجعه کنید).
2. طبق مشخصات، شیر از هفت قسمت (بدنه، روکش، ساقه، شیر، بوش، فلایویل و واشر)، یک محصول استاندارد (پیچ) و ماده (الیاف کنفی) برای بسته بندی جعبه پرکن تشکیل شده است.
3. آشنایی با CHOV و توضیحات شیر باعث می شود که هدف آن (در اصل هدف هر شیری نگه داشتن یا عبور مایع)، ساختار کلی و اصل کارکرد آن را ممکن سازد.
4. در CHOV، در ارتباط پروجکشن با یکدیگر، سه داده شده است
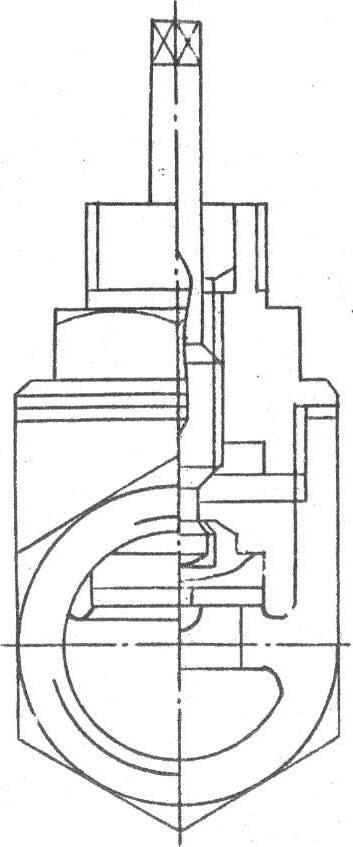
تصاویر شیر: قسمت جلویی (طولی) (تصویر اصلی)، نمای بالا و اتصال نیمه های نمای چپ و قسمت نیمرخ (عرضی). بریدگی ها آشکار می شود ساختار داخلیکل محصول و قطعات جداگانه آن. بخش جلویی، نماهای بالا و چپ، شکل خارجی دریچه و بیشتر آن را منعکس می کند اجزاء. توجه داشته باشید که میله غیر توخالی 3 در مقاطع تشریح نشده است و سوراخ رزوه شده در آن در قسمت محلی میله نشان داده شده است.
شکل فلایویل، بهویژه تعداد پرهها و سطح مقطع آنها، با نمای À فلایویل و سطح مقطع کشیده پره که در کنار آن قرار گرفته است توضیح داده میشود. شکل، محل و تعداد دنده های شیر 4 با ظاهر آن مشخص می شود. شکل و ابعاد نخ غیر استاندارد در قسمت های 2 و 3 توسط المان اکستنشن آشکار می شود.
در مجموع، شیر RAF با هفت تصویر نشان داده شده است.
5. برای CHOV 120،72،180...200 - ابعاد کلی G1 1/2،60 (اندازه آچار برای اتصال شیر) - ابعاد نصب و اتصال؛ 40 (قطر سوراخ عبور در شیر)، 135. .. 155 (فاصله از محور خطوط لوله تا بیشترین
نقطه راه دور سوپاپ)، 70 (اندازه چرخ دستی که شیر را کنترل می کند)، ابعاد G1 1/2، M52x2 و ابعاد رزوه روی عنصر راه دور B ابعادی هستند که از روی نقشه قابل تعیین نیستند. هیچ ابعاد نصب و عملیاتی برای CHOV وجود ندارد.
در نقاشی روی قفسه های خطوط رهبر کتیبه هایی وجود دارد: "3 دنده" - تعداد دنده های دریچه 4 را نشان می دهد. "آچار اندازه 27" - اندازه آچار برای سفت کردن بوش 5. " چین خوردگی در هنگام مونتاژ” - نشان دهنده اتصال شیر 4 و میله 3 در هنگام مونتاژ. "Lap in" نشانه ای از پردازش هنگام مونتاژ سطوح مجاور شیر 4 و بدنه 1 است.
6. از هوزینگ 1 برای قرار دادن و نصب سایر قطعات شیر در آن یا روی آن و اتصال آن به سیستم هیدرولیک استفاده می شود. روکش 2 حرکت انتقالی میله 3 را در طول چرخش آن و قرار دادن مهر و موم جعبه پرکننده در آن را تضمین می کند که از نشت مایع بین درپوش و میله جلوگیری می کند. میله دریچه 4 را به صورت انتقالی حرکت می دهد. بوش 5 یک دستگاه پرس و بست برای مهر و موم جعبه چاشنی است. فلایویل 6 میله را می چرخاند. واشر 7 برای رفع نشت مایع بین بدنه و روکش استفاده می شود. پیچ 8 فلایویل را روی میله محکم می کند. بسته بندی جعبه چاشنی 9 مهر و موم مهر و موم جعبه چاشنی است.
اتصالات جداشدنی ثابت شیر عبارتند از اتصال رزوه ای بدنه 1 با روکش 2 و اتصال میله 3 با فلایویل 6 با پیچ 8.
سر ساقه 3 در سوراخ سوپاپ 4 با فشرده کردن لبه های سوراخ (اتصال یک تکه) محکم می شود. در این حالت، سر ساقه در سوراخ سوپاپ با شکافی قرار می گیرد که اجازه می دهد سوپاپ نسبت به دهانه بدنه در حال بسته شدن در مرکز قرار گرفته و نسبت به ساقه آزادانه بچرخد.
میله 3 به وسیله رزوه ای به درپوش 2 پیچ می شود و در صورت چرخش می تواند در جهت محوری نسبت به آن حرکت کند (اتصال قابل جدا شدن متحرک). هنگامی که ساقه به طور کامل به داخل پیچ می شود، شیر مربوطه روی بدنه قرار می گیرد و دریچه را می بندد.
بوش 5 به سوراخ رزوه ای درب 2 پیچ می شود و این قابلیت را دارد که با فرسودگی بسته بندی مهر و موم روغن در آن پیچ شود.
به سوراخ در پوشش 2؛ واشر شماره 7 را روی قسمت بیرونی رزوه دار درپوش قرار دهید و درپوش را با آچار به بدنه 1 پیچ کنید. جعبه پر کردن روکش را بین دومی و میله با جعبه پر کنید (مقام 9). آستین 5 روی میله قرار داده می شود و با فشار دادن جعبه چاشنی داخل جلد پیچ می شود. فلایویل 6 در قسمت بالایی میله نصب شده و با پیچ 8 روی میله محکم می شود.
به یاد بیاوریم که مقدار جعبه چاشنی در جعبه چاشنی باید به گونه ای باشد که در هنگام مونتاژ، آستین 5 در روکش 2 در 2 - 3 دور پیچیده شود و جعبه چاشنی را محکم فشرده کند.
هنگام جدا کردن، پیچ 8 را باز کنید و فلایویل 6 را از میله 3 جدا کنید. آستین 5 را از پوشش 2 باز کنید و آستین را از میله بردارید. از یک آچار برای باز کردن پوشش از محفظه 1 استفاده کنید. میله را از درپوش باز کنید. شیر 4 در هنگام جداسازی از ساقه جدا نمی شود.
با دریافت یک ایده کلی از ساختار سوپاپ و اشکال اجزای آن، در مرحله دوم مطالعه سوالات متداول، شکل تمام عناصر قطعات شیر به طور دقیق و کامل تعیین می شود. بیایید روند شناسایی اشکال قطعات را با استفاده از مثال یک میله در نظر بگیریم.
با توجه به مشخصات، میله به موقعیت 3 اختصاص یافته است که با تعداد آن تصویر میله بر روی تصویر اصلی شیر پیدا می شود. برای انجام این کار، عدد 3 را در بالای قفسه در نزدیکی این تصویر پیدا کنید.
با استفاده از رابطه تصاویر، تصاویر دیگری از سهام در CHOV پیدا می شود. در کل، 4 تصویر از ساقه وجود دارد: تصویر اصلی دریچه اساساً اشکال تمام عناصر ساقه را نشان می دهد. نمای بالا و تصویر روی صفحه نمایش پروفیل، اشکال عناصر میله ای را که فلایویل روی آن قرار می گیرد، نشان می دهد. عنصر پسوند B شکل و ابعاد عنصر ساقه را با رزوه های غیر استاندارد مشخص می کند.
جنس میله برنجی، درجه L62 است که از آن یک میله خالی با قالب گیری تزریقی به دست می آید که سپس تحت پردازش مکانیکی قرار می گیرد.
تجزیه و تحلیل و مقایسه کلیه تصاویر میله روی CHOV با در نظر گرفتن هدف و اتصالات آن با سایر قطعات نصب شده در مرحله اول خواندن CHOV نشان داد که میله یک قطعه متقارن محوری است که تمام عناصر آن به استثنای از یکی،
توسط سطوح بیرونی تشکیل شده و در امتداد یک محور مشترک به ترتیب زیر قرار دارند:
- سر ساقه، که توسط محفظه های کروی، سطوح استوانه ای و مخروطی چرخشی تشکیل شده و برای اتصال ساقه به شیر استفاده می شود.
- یک عنصر با یک نخ استوانه ای خارجی غیر استاندارد که میله را به پوشش متصل می کند و حرکت رفت و برگشتی میله را تضمین می کند.
- عنصر استوانه ای که سر میله و المنت را به هم وصل می کند
با نخ؛
- یک عنصر استوانهای شکل که از عنصر رزوهدار امتداد مییابد، از پوشش بیرون زده و به میله اجازه میدهد تا با استفاده از فلایویل از بیرون به آن وارد شود.
- عنصری برای قرار دادن میله فلایویل که توسط چهار تخت ساخته شده در انتهای عنصر استوانه ای قبلی تشکیل شده است.
- یک سوراخ کور با رزوه متریک استاندارد برای تثبیت فلایویل به میله با پیچ که تنها عنصر داخلی میله است.
سطوح جفت گیری میله هر دو سطح رزوه ای هستند، سطوح تخت و سر میله. سطوح آزاد میله، سطوح عناصر استوانه ای آن است.
یک سوراخ کور با نخ در میله روی CHOV به صورت ساده بدون پخ مخروطی در ابتدای سوراخ رزوه شده و بدون در نظر گرفتن ذخیره رزوه در سوراخ و زیرشاخه آن نشان داده شده است که باید در نظر گرفته شود. هنگام ساخت یک نقشه کاری از میله.
به روشی مشابه، شکل سایر قطعات شیر مورد مطالعه و درک قرار گرفت.
پس از پایان خواندن CHOV ( مرحله مقدماتی، اجرا و اجرای نقشه های کاری قطعات را به ترتیبی که قبلاً در بخش 12 ذکر شد، ادامه دهید.
تجزیه و تحلیل طراحی، شکلها و اندازههای قطعات انجام شده هنگام خواندن FOC شیر نشان داد که توصیه میشود نقشههای کاری بدنه و پوشش را در فرمتهای A3 و قسمتهای باقیمانده در فرمتهای A4 انجام دهید.
طراحی بدنه ساخته شده با ریخته گری با پردازش بعدی بخشی از سطوح آن بر روی ماشین ها، در نقشه کار (شکل 14.2، مقیاس 1:1) توسط یک بخش طولی جلویی، اتصال نیمه های بالا نشان داده شده است. نمای و مقطع طولی افقی و اتصال نیمه های نمای چپ و مقطع

بخش (شکل 14.2). در محیط های آموزشی، بخش طولی افقی اغلب انجام نمی شود و به نمای بالا محدود می شود. تصویر اصلی محفظه به گونه ای قرار گرفته است که محور سوراخ های ورودی (تغذیه) و خروجی (خروجی) آن افقی است و محور سوراخ برای پوشش عمودی است و سوراخ ورودی باید در سمت چپ باشد. خروجی در سمت راست، و سوراخ زیر پوشش به سمت بالا هدایت می شود. در این سوراخ، نقشه کار یک پخ را نشان می دهد که روی CHOV قابل مشاهده نیست.
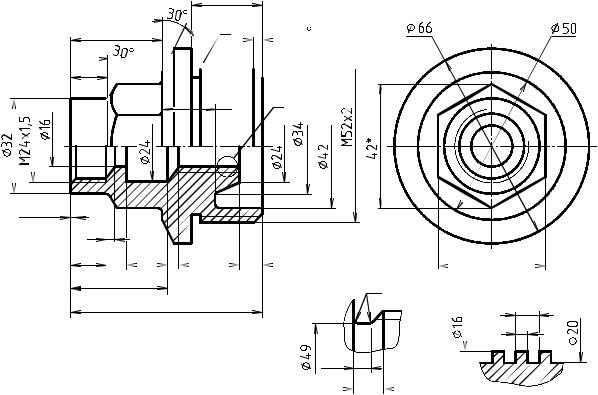
شکل درب، که با ریخته گری نیز ساخته شده است، منعکس می شود (شکل 14.3، مقیاس 2: 1) تصویر اصلی اتصال نیمه های نمای جلو است که روی آن سه لبه سطح منشوری بیرونی قابل مشاهده است و بخش طولی جلو، یک سوراخ با سطوح صاف و رزوهدار را نشان میدهد و همچنین نمای چپ را برای روشن کردن شکل سطح منشوری و تنظیم اندازه کلید در دست مشاهده کنید. علاوه بر این دو تصویر، برای راحتی کار، روی المان های اکستنشن شکل شیار خروجی ابزار رزوه برش و شکل و ابعاد نخ غیر استاندارد مشخص شده است. توجه داشته باشید که در CHOV شیار به صورت ساده نشان داده شده است و در سوراخ های رزوه شده به هیچ وجه پخ وجود ندارد. محور تقارن در تصویر اصلی جلد می تواند افقی باشد
1318A
zontal، همانطور که در شکل. 14.3 یا عمودی. در حالت اول، از فرمت افقی A3 برای طراحی کار استفاده می شود، و در حالت دوم - فرمت عمودی، روی
که به جای نمای سمت چپ نمای بالا داده می شود. | |||||
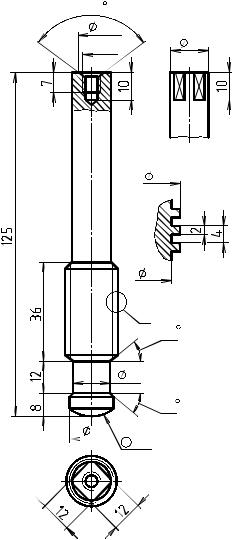
شکل میله آشکار می شود (شکل 14.4، |
|||||
در مقیاس 1:1) نمای اصلی آن از روی زمین - |
|||||
برش برای نمایش ناشنوایان |
|||||
سوراخ های رزوه ای و نمای بالا برای |
|||||
علاوه بر این، اندازه بر اساس کلید در دست |
|||||
برای راحتی، بخشی از نمای ردیابی شده است |
|||||
va، که بر روی آن دو آپارتمان قابل مشاهده است |
|||||
فرود چرخ فلایویل و عناصر راه دور |
|||||
قطعه | غیر استاندارد |
||||
نخ سوراخ کور با نخ روی |
|||||
نقشه کار بدون ساده سازی نشان داده شده است |
|||||
ny. تصویر سهام اصلی می تواند |
|||||
به صورت افقی قرار گرفته است (شکل. |
|||||
از آنجایی که سهام اساساً است |
|||||
توسط کواکسیال تشکیل شده است | سطوح |
||||
چرخش عمودی |
|||||
مکان | نوع اصلی |
||||
میله (شکل 14.4)، که ناشی از |
|||||
منطقی تر | با استفاده از |
||||
زمینه های طراحی و استفاده گسترده |
|||||
ما ماشین هایی با پردازش عمودی می خوریم |
|||||
سطوح انقلاب |
|||||
روی نقشه شیر (شکل 14.5، |
|||||
مقیاس 1:1) دو مورد از آنها نشان داده شده است |
|||||
تصاویر: نمای اصلی با محلی |
|||||
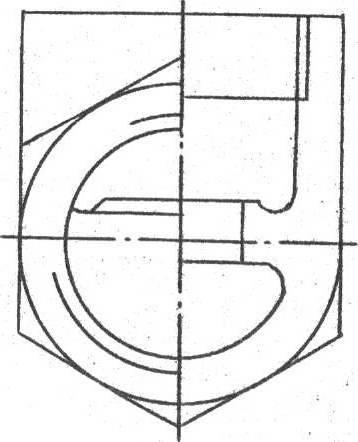
مقطع برای نشان دادن سوراخ سوپاپ و نمای سمت چپ برای آشکار کردن شکل ها و محل قرارگیری دنده ها. در نمای اصلی، شیر یک موقعیت افقی را اشغال می کند که دنده ها به سمت چپ هستند به طوری که حداکثر تعداد دنده ها قابل مشاهده است (دو عدد برای این شیر). شیر در نقشه کار در حالتی که برای مونتاژ می رسد نشان داده شده است - قبل از اینکه روی سر ساقه فشار داده شود.
و ابعاد شیار خروجی ابزار رزوه برش به صورت ساده در CHOV نشان داده شده است. واشر روی نقشه کار را می توان با موقعیت افقی محور به عنوان بخشی که توسط سطوح چرخش تشکیل شده است یا با موقعیت عمودی محور که هنگام برش سوراخ در آن در قالب اشغال می کند نشان داده شود.
13.5. خواندن و جزئیات نقشه های مونتاژ
بخوانید نقشه مونتاژاین بدان معناست که هدف این محصول، ساختار و اصل عملکرد آن، ارائه شکل و ابعاد محصول به طور کلی و هر قسمت به طور جداگانه، درک موقعیت نسبی قطعات و نحوه اتصال آنها به یکدیگر، و غیره
- با محتویات کتیبه اصلی که در گوشه سمت راست پایین نقشه قرار داده شده است آشنا شوید، از روی کتیبه نام محصول، شماره نقشه، مقیاس، وزن سازه و سازمان طراحی را مشخص کنید.
- با هدف و اصل عملکرد محصول نشان داده شده در کیت آشنا شوید. اسناد طراحیضمیمه نقشه و به ویژه با توجه به یادداشت توضیحی و مشخصات فنی.
- تصاویر موجود در نقشه مونتاژ را مطالعه کنید، یعنی مکان نمای جلو (نمای اصلی) را بیابید. تعیین تعداد اصلی، اضافی و گونه های محلیکه در آن نقاشی ساخته شده است، تعیین کنید که کدام بخش در نقاشی استفاده شده است (ساده یا پیچیده). جهت صفحات برش را برای هر برش تنظیم کنید. به وجود بخش ها، پسوندها و غیره توجه کنید.
- با محتویات مشخصات این محصول آشنا شوید. نام هر قسمت و ماده ای که از آن ساخته شده است را تعیین کنید. به طور مداوم تمام جزئیات در نقاشی را در همه نماها، بخش ها و بخش ها پیدا کنید. با استفاده از تصاویر یافت شده، شکل هندسی و ویژگی های طراحی قطعه را مشخص کنید. روشن شدن شکل هر قسمت با این واقعیت تسهیل می شود که در همه بخش ها و بخش ها همان قسمت با تمایل و فراوانی سایه یکسان سایه می اندازد.
- ماهیت اتصال تک تک قطعات را مشخص کنید. برای اتصالات دائمی (جوشی، پرچ، لحیم کاری و غیره)، هر عنصر اتصال را تعیین کنید (مثلاً هر جوش جداگانه). برای اتصالات جداشدنی، تمام بست های موجود در اتصال را شناسایی کنید. برای قطعات متحرک، روند حرکت آنها در حین کار مکانیسم (تعامل قطعات) باید ایجاد شود. باید مشخص شود که کدام سطوح قطعات جفت می شوند و چه ابعادی از سطوح برای اتصال قطعات استفاده می شود. نقشه مونتاژ برای تعیین تناسب قطعات استفاده می شود و تعامل آنها را در محصول تضمین می کند.
- تعیین کنید که کدام سطوح متحرک قطعات روغن کاری می شوند و چگونه این روانکاری انجام می شود.
- روش مونتاژ و جداسازی محصول را تعیین کنید، در این مورد لازم است قطعات استانداردی را که نقشه های کاری برای آنها ساخته نشده است برجسته کنید.
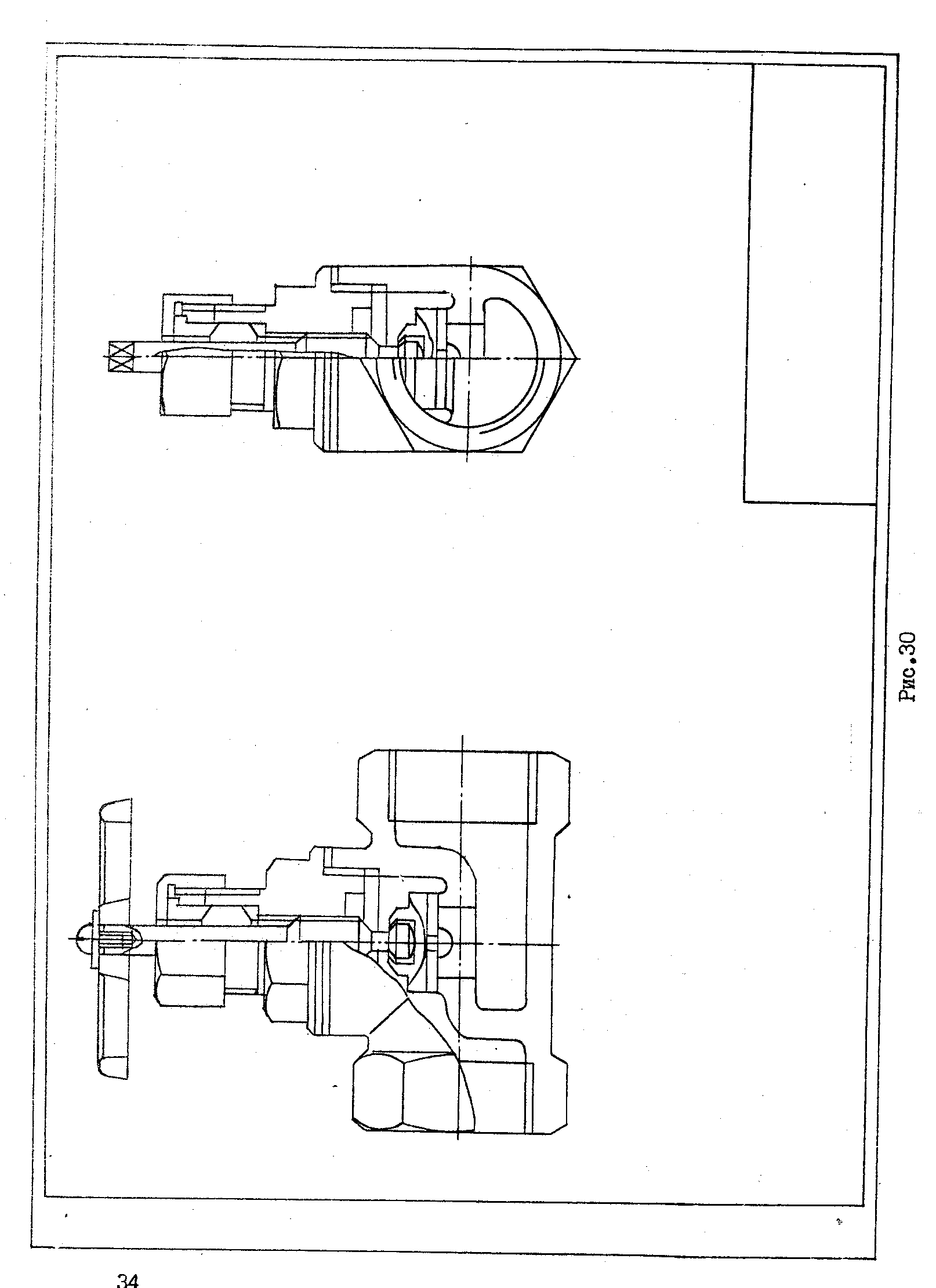
بیایید به روند خواندن نقشه اسمبلی با استفاده از یک مثال نگاه کنیم (شکل 13.14).
از کتیبه اصلی می بینیم که نقاشی یک شیر تخلیه را در مقیاس 1:1 نشان می دهد.
از توضیحاتی که معمولاً برای اهداف آموزشی به نقشه های مونتاژ متصل می شود، می توانید متوجه شوید که دریچه تخلیه در انتهای خط لوله نصب شده است و برای تخلیه مایع کار می کند. شیر مخروطی شکل را پلاگین می گویند. شیرهای تخلیه در جاهایی که لازم است نصب می شوند رسید سریع مقدار زیادیمایع (گاز)، زیرا برای باز کردن کامل شیر کافی است دوشاخه را با زاویه 90 درجه بچرخانید.
نقشه مونتاژ شیر تخلیه در سه تصویر ارائه شده است. در محل نمای اصلی (نمای جلویی)، یک قسمت جلویی کامل با صفحه ای که از محور تقارن محصول عبور می کند ساخته می شود. این بخش به آشکار شدن محل داخلی قطعات کمک می کند.
دوشاخه 2 با پوشش 3 توسط آستین 5 به سطح آب بندی محفظه 1 فشار داده می شود. . روکش 3 و آستین 5 سفتی مناسب فیش 2 را به سطح داخلی بدنه 1 فراهم می کنند. برای اطمینان از محکم بودن، سطح مخروطی فیش 2 به دیواره داخلی بدنه 1 مالش می شود و مهر و موم دوشاخه توسط مهر و موم روغن 9 تامین می شود. یک دسته 4 بر روی ساقه دوشاخه مقطع گرد قرار داده شده است که در آن دوشاخه حول محوری عمود بر جهت جریان سیال می چرخد. هنگام تخلیه مایع، دستگیره 4 در امتداد خط لوله نصب می شود. زهکشی از طریق زانویی 6 انجام می شود. اتصال بین زانویی 6 و بدنه 1 با استفاده از واشر 7 آب بندی می شود و پوشش 3 با بدنه 1 با استفاده از واشر 8 آب بندی می شود.
شکل 13.14 - نقشه مونتاژ شیر تخلیه
در نمای بالا، علاوه بر نمایش پیکربندی خارجی شیر، یک مقطع روی هم از دسته 4 ارائه شده است.
نمای سمت چپ نشان می دهد ظاهرتعدادی از قطعات سوپاپ، به ویژه، شکل بدنه 1 و پوشش 3.
نقشه ابعاد کلی 175، 125، 46 میلی متر، اندازه اتصال M 18، ابعاد نصب □30 و Æ5 میلی متر را نشان می دهد.
پس از اینکه نقشه به طور خلاصه خوانده شد، آنها شروع به جزئیات آن می کنند - فرآیند ساخت نقشه های کاری قطعات مطابق نقشه واحد مونتاژ.
قبل از شروع کار جزئیات، تمام قطعات اصلی در مشخصات ذکر شده است، زیرا قطعات استاندارد، عادی و خریداری شده باید از فرآیند جزئیات حذف شوند. توصیه می شود با به تصویر کشیدن جزئیات ساده شروع کنید که نیاز آموزشی را برآورده می کند: از ساده به پیچیده.
ترتیب ترسیم هر قسمت به صورت زیر است:
- مشخصات شامل نام قطعه تصویر شده و ماده ای است که از آن ساخته شده است.
- قطعه را در تمام تصاویر نقشه مونتاژ پیدا کنید و شکل خارجی و داخلی آن را مطالعه کنید. ابعاد کلی آن را تعیین کنید.
- تصویر اصلی قطعه را مطابق با الزامات GOST 2.305-68 انتخاب کنید. تصویر اصلی می تواند یک نما، یک بخش یا ترکیبی از یک نما و یک بخش باشد. موقعیت تصویر اصلی قطعه روی نقشه کار ممکن است با موقعیت آن در نمای اصلی نقشه مونتاژ مطابقت نداشته باشد. باید در نظر داشت که قطعات پردازش شده توسط چرخش و سوراخ کردن (محور، بوش، شفت، میله، فلنج و غیره) معمولاً به صورت افقی در نمای اصلی به تصویر کشیده می شوند، یعنی در موقعیتی که در یک ماشین تراش پردازش می شوند. .
- تعداد تصاویر مورد نیاز (نماها، بخش ها، بخش ها، پسوندها) بر اساس الزامات استاندارد که تعداد تصاویر باید حداقل باشد، اما برای درک کامل شکل و ابعاد قطعه کافی باشد، مشخص شده است. تعداد و ماهیت تصاویر قطعه روی نقشه کار ممکن است با تعداد تصاویر موجود در نقشه مونتاژ مطابقت داشته باشد یا نباشد.
- مقیاس تصویر قطعه را مطابق با GOST 2.302-68 انتخاب کنید. هنگام جزئیات، لازم نیست برای همه جزئیات به یک مقیاس پایبند باشید. قطعات کوچک یا پیچیده در مقیاس بزرگتر تولید می شوند.
- قالب مورد نیاز برای تکمیل نقشه کار را مطابق با GOST 2.301-68 انتخاب کنید. به طور معمول، فرمت توصیه شده در مشخصات محصول آمده است. در صورت لزوم، نه تنها از فرمت های پایه بلکه اضافی نیز استفاده کنید.
- تصویری از قطعه را ترسیم کنید و مطابق با الزامات GOST 2.109-73، که طبق آن در نقشه ها واحدهای مونتاژبه عنوان یک قاعده، از تصاویر ساده یا معمولی برخی از عناصر قطعات استفاده می شود، و برخی از عناصر به هیچ وجه به تصویر کشیده نمی شوند، اگر این بر خواندن نقاشی تأثیری نداشته باشد. به این معنی که نقشه کار باید آن دسته از عناصر قطعه را نیز منعکس کند که یا اصلاً در نقشه مونتاژ به تصویر کشیده نشده اند یا به شکلی ساده به تصویر کشیده شده اند.
این عناصر عبارتند از:
الف) ریخته گری و مهر زنی شیب ها، مخروطی ها، گردها؛
ب) شیارها، شیارهای خروجی ابزار برش نخ؛
ج) پخ های خارجی و داخلی.
د) فیله، انتقال، و غیره.
ابعاد این عناصر ساختاری نه از نقشه مونتاژ، بلکه از استانداردهای خاص گرفته شده است.
برخی از عملیات فناورانه در حین مونتاژ محصول انجام می شود، به عنوان مثال: پرچ کردن، شعله ور شدن، پرس، سوراخ کاری در حین مونتاژ و غیره که این عملیات معمولاً در نقشه مونتاژ یا مشخصات فنی مشخص می شود. هنگام ساخت یک نقشه کاری، قسمت باید به شکلی که برای مونتاژ می رسد، یعنی قبل از انجام آن عملیات تکنولوژیکی که در بالا مورد بحث قرار گرفت، به تصویر کشیده شود.
- ابعاد را روی نقشه کار قرار دهید، به یاد داشته باشید که تعداد ابعاد باید حداقل باشد، اما برای تعیین اندازه قسمت تصویر شده و عناصر آن کافی است. ابعاد نشان داده شده در نقشه مونتاژ ممکن است با مقیاس نشان داده شده در بلوک عنوان مطابقت نداشته باشد. این با شرایط تکرار نقشه ها توضیح داده می شود. بنابراین برای تعیین ابعاد یک قطعه و عناصر سازه ای آن از نمودار مقیاس زاویه ای استفاده می شود. توجه ویژه باید به حصول اطمینان از هماهنگی ابعاد قطعات مجاور و جفت با یکدیگر پرداخت شود. همراه با ابعاد عناصر جفت کننده قطعه، تلورانس ها و تناسب ها باید نشان داده شود. ابعاد عناصر قطعات استاندارد (شیار، شیار، پخ، رزوه و ...) باید طبق موارد مربوط بررسی شود. استانداردها
- تعیین زبری سطح بر اساس شرایط عملیاتی قطعه یا فناوری ساخت آن اعمال می شود.
- نقشه، بلوک عنوان و الزامات فنی نهایی شده است.
شکل های 13.15 - 13.19 نقشه های کاری تمام قطعات موجود در شیر تخلیه را نشان می دهد.
شکل 13.14 - نقشه کاری محفظه
شکل 13.15 - رسم کاری دوشاخه
شکل 13.16 - نقشه کاری پوشش
![]()
شکل 13.17 - نقشه کاری دسته
شکل 13.18 - نقشه کاری بوشینگ
شکل 13.19 - طراحی کاری زانو
قبل از شروع ترسیم نقشه مونتاژ، باید مشکلات زیر را حل کنید:
تعیین کنید که چه تعداد تصویر از این محصول باید ساخته شود و چه تصاویری خواهند بود. در این مورد، باید طبق این قانون هدایت شوید که تعداد تصاویر - نماها، بخش ها، بخش ها، پسوندها - باید کوچکترین اما کافی باشد تا طراحی واحد مونتاژ به طور کامل از نقشه مشخص شود. نقشه باید تمام قطعاتی که در این محصول گنجانده شده و نحوه اتصال آنها به یکدیگر را نشان دهد. برای تمام کارهای بعدی بسیار مهم است که تصمیم بگیرید که کدام تصویر اصلی در نقاشی باشد. تصویر اصلی باید کامل ترین تصویر را از محصول ارائه دهد و روابط اصلی بین قطعات را آشکار کند. اگر بدنه محصول یک قسمت نامتقارن است، تصویر اصلی می تواند یک بخش جلوی کامل باشد، و اگر محصول دارای صفحه تقارن متناظر باشد، می تواند ترکیبی از نیم نمای جلو با قسمت نیمه جلو باشد.
ابعاد کلی واحد مونتاژ را تعیین کنید. برای انجام این کار، شما باید محصول را مونتاژ کنید، طول آن (L)، عرض (B)، ارتفاع (H) را اندازه گیری کنید.
بیایید اجرای گام به گام نقشه مونتاژ شیر را در نظر بگیریم.
مرحله
با انتخاب مقیاس و تعداد تصاویر واحد مونتاژ، شروع به طرح بندی نقاشی می کنیم. تمام سازه ها با خطوط نازک ساخته شده اند. یک قاب روی قالب کشیده شده و محل کتیبه اصلی مشخص شده است. کتیبه اصلی مطابق "فرم 1". فاصله بین تصاویر باید به اندازه ای باشد که فضای کافی برای افزودن ابعاد، شماره اقلام و نوشته ها باقی بماند. محورهای تقارن واحد مونتاژ در امتداد قسمت پایه اصلی (معمولاً قسمت بدنه) کشیده می شود.
مرحله 2 (شکل 25)
در خطوط نازک اعمال کنید خطوط قابل مشاهدهقسمت اصلی و اصلی (بدنه شیر شکل 18) در تمام تصاویر به طور همزمان. بدنه پایین ترین قسمت در واحد مونتاژ است و در تصویر اصلی و نمای سمت چپ - زیر ترسیم شده است.
مرحله 3(شکل 26)
الف) جلد کشیده شده است (به طرح جلد، شکل 17 مراجعه کنید). این در یک اتصال رشته ای با بدن است. برای اطمینان از محکم بودن اتصال بدنه به درب، یک واشر به ضخامت 2-3 میلی متر بین صفحه بالایی بدنه و صفحه پایینی فلنج درب قرار دارد.
ب) یک شیر کشیده شده است (نگاه کنید به طرح شیر، شکل 16)، که در سوراخ عبور در داخل محفظه نصب شده است. حلقه آب بندی (شکل 22) روی پین در پایین شیر قرار می گیرد و با سطح صاف انتهایی آن بر روی برآمدگی استوانه ای بدنه قرار می گیرد و سوراخ عبور را محکم مسدود می کند.
لازم به یادآوری است که دستگاه های سوپاپ موتورها، پمپ ها، سوپاپ ها و دیسک های سوپاپ در موقعیت "بسته" برای حرکت دادن محیط کار به تصویر کشیده شده اند. شاخه های شیرهای پلاگین خط لوله در نقشه محصول در موقعیت "باز" برای حرکت رسانه نشان داده شده است.
مرحله 4(شکل 27)
الف) دوک کشیده شده است (به طرح دوک نگاه کنید، شکل 15). با یک شکاف در سوراخ استوانهای دریچه وارد میشود و دومی در امتداد لبه مخروطی بالایی بهگونهای فشرده میشود که دوک
به طور دائم به شیر متصل است (شکل 14). قسمت استوانه ای زیرین دوک به یک کره ختم می شود که در انتهای سوراخ سوپاپ قرار دارد.
در قسمت میانی، دوک دارای قسمتی از سطح رزوهدار است که به سوراخ رزوهای در روکش پیچ میشود. قسمت استوانه ای بالای دوک با یک منشور با مقطع مربعی که برای فرود فلایویل در نظر گرفته شده است به پایان می رسد.
ب) در قسمت بالایی روکش یک فرورفتگی استوانه ای برای جعبه چاشنی تعبیه شده است. یک حلقه بسته بندی در پایین سوراخ قرار داده می شود (شکل 21) تا جعبه پرکننده به سوراخ رزوه دار درپوش نفوذ نکند.
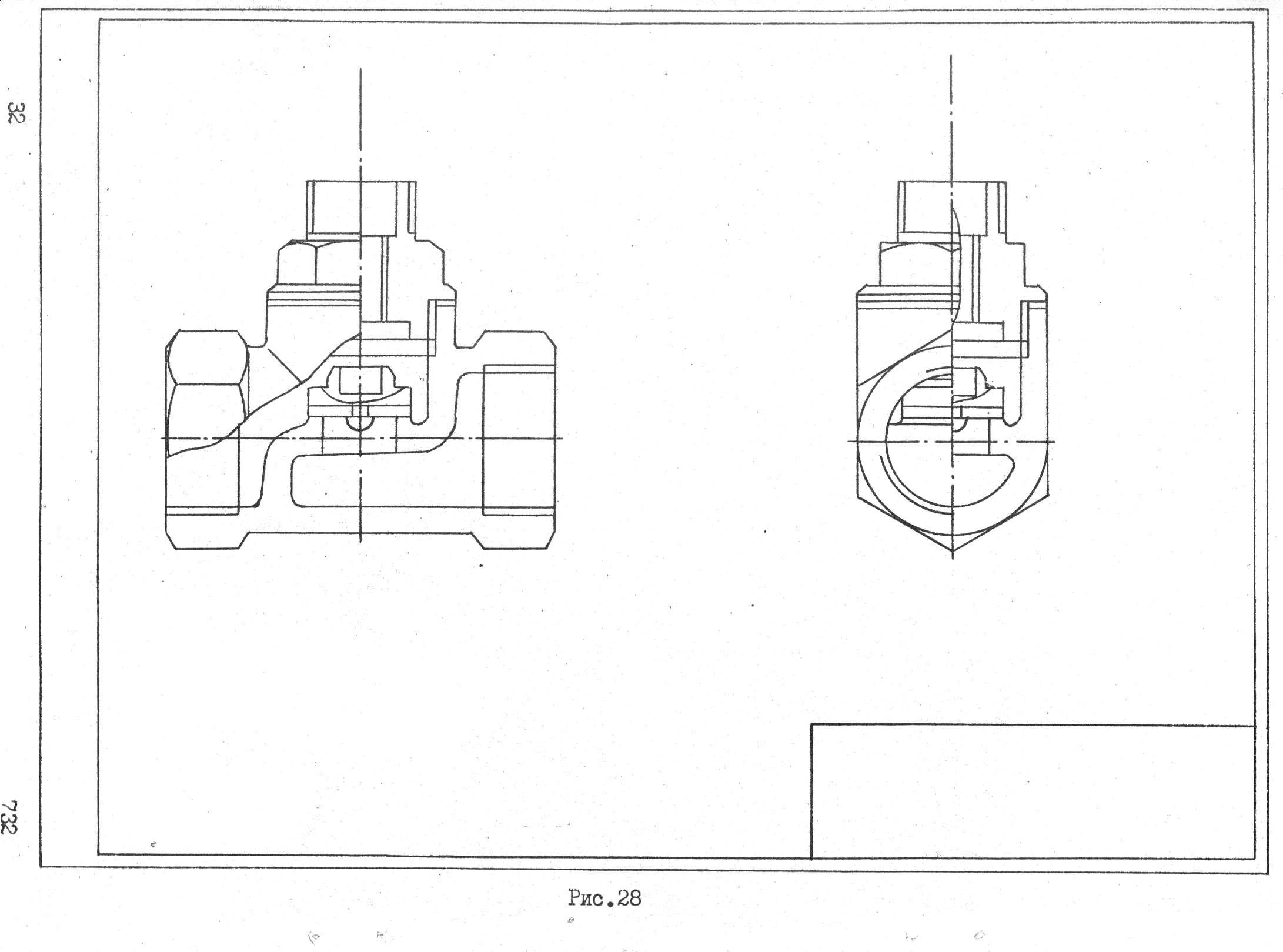
مرحله 5(شکل 28)
الف) بوش جعبه چاشنی (شکل 20) در فرورفتگی استوانه ای بالایی پوشش قرار می گیرد که بیش از 2-3: میلی متر، یعنی. در موقعیت بالایی کشیده شده است. در این حالت، کل فضای جعبه پرکننده با بسته بندی جعبه پر می شود، به طور محکم در مجاورت قسمت استوانه ای دوک و به دیواره های سوراخ استوانه ای پوشش. این امر محکم بودن واحد مونتاژ را تضمین می کند. بوش جعبه پرکننده و حلقه بسته بندی دارای شکاف با دوک هستند.
ب) یک مهره اتصالی بکشید (شکل 19)، که در یک اتصال رزوه ای با پوشش قرار دارد و با فشار دادن روی صفحه بالایی آن، فشرده شدن بوش جعبه پرکن را تضمین می کند.
ج) یک فلایویل روی سر مربعی دوک قرار داده شده و با پیچ و واشر محکم می شود. ارتفاع توپی فلایویل کمی است
تصویر فلایویل و قطعاتی که آن را به دوک محکم می کنند ممکن است در نمای سمت چپ کشیده نشوند. در این مورد، تصویر با کتیبه ای مانند: "Pos 9،10،11 نشان داده نشده است" همراه است، که با یک خط نازک تاکید شده است (شکل 31).
n1.doc
فصل هشتم
نقشه های مونتاژ
8.1.
نقاشی مونتاژیک سند گرافیکی حاوی تصویری از یک واحد مونتاژ و سایر داده های لازم برای مونتاژ (ساخت) و کنترل آن است.
8.1.1. محتویات نقشه مونتاژ:
تصویر یک واحد مونتاژ؛
ابعاد، حداکثر انحرافات، پارامترها و الزامات؛
دستورالعمل در مورد ماهیت جفت گیری قطعات جداشدنی محصول؛
تعداد موقعیت اجزا؛
ویژگی های اصلی محصول
8.1.2. بخش هایی در نقشه های مونتاژ.
جوجه کشی قطعات مجاور:
الف - سایه دو قسمت مجاور. ب – سایه دهی سه قسمت مجاور. ج – پرکردن سطوح باریک
8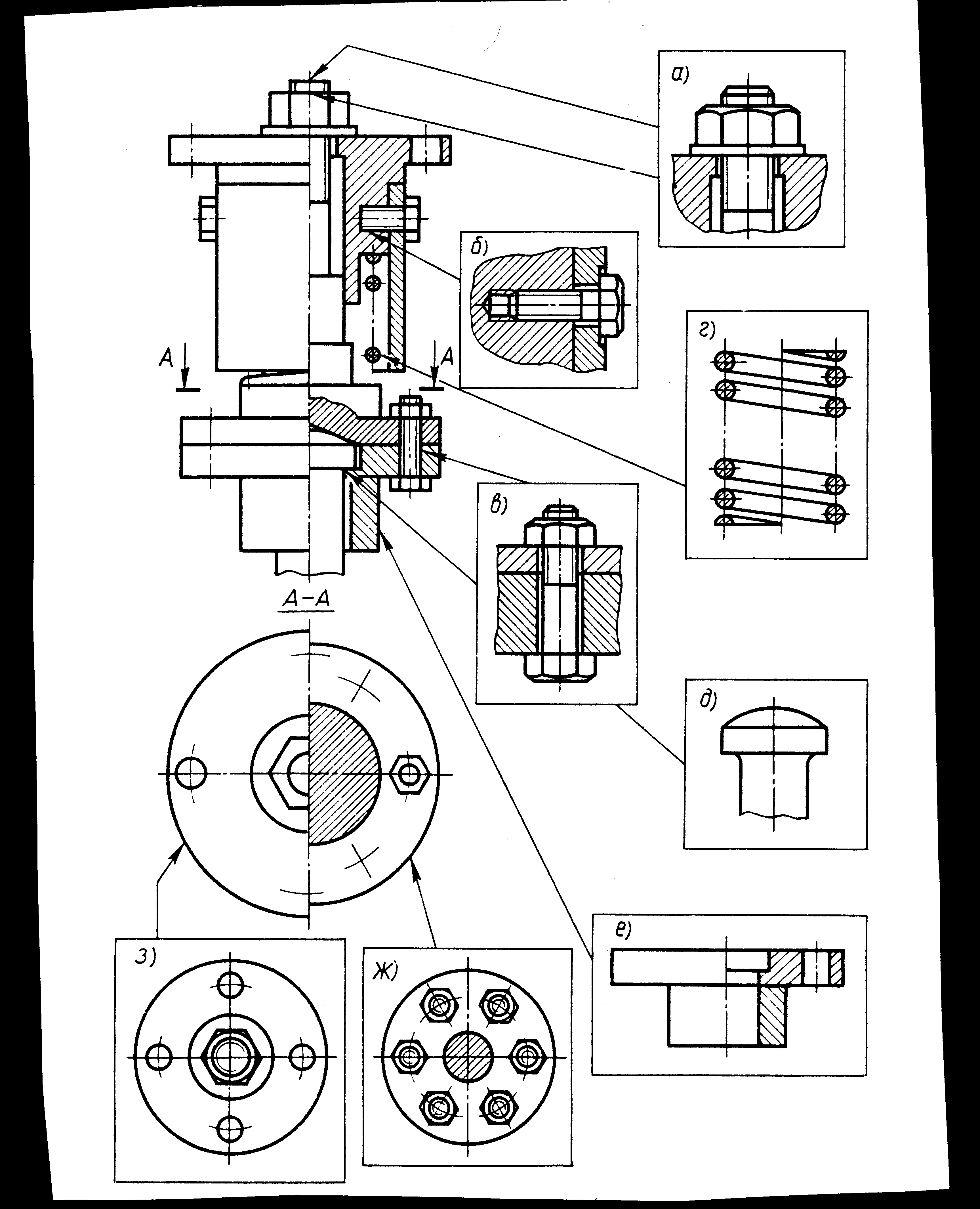 .1.3. قراردادها و ساده سازی ها در نقشه های مونتاژ
.1.3. قراردادها و ساده سازی ها در نقشه های مونتاژ
8.2. مشخصات
8.2.1.
مشخصات- یک سند متنی که ترکیب واحد مونتاژ را تعریف می کند. 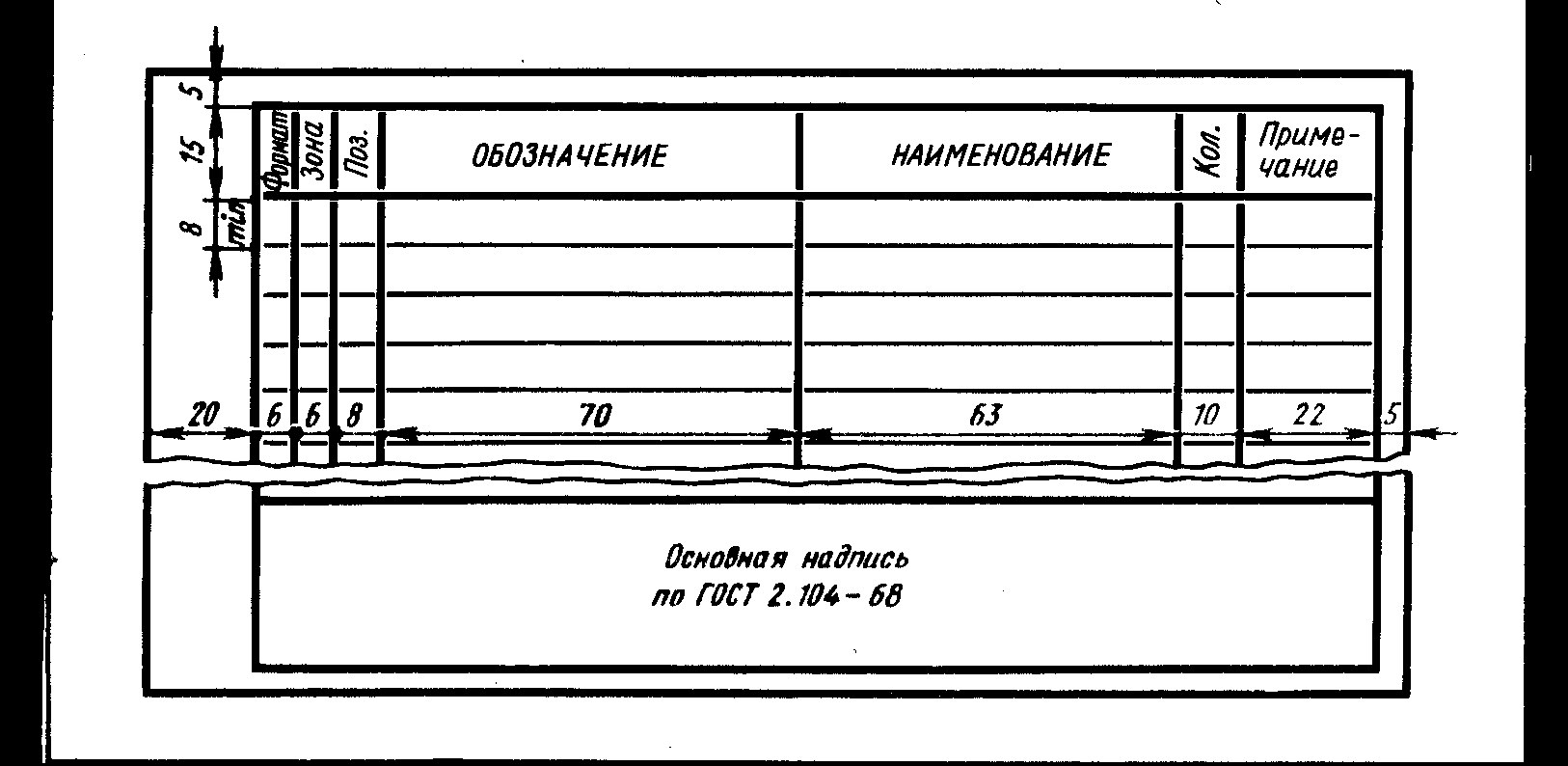
8.2.2. مشخصات شکل و ابعاد
8.2.3. شکل و ابعاد بلوک عنوان برای مشخصات
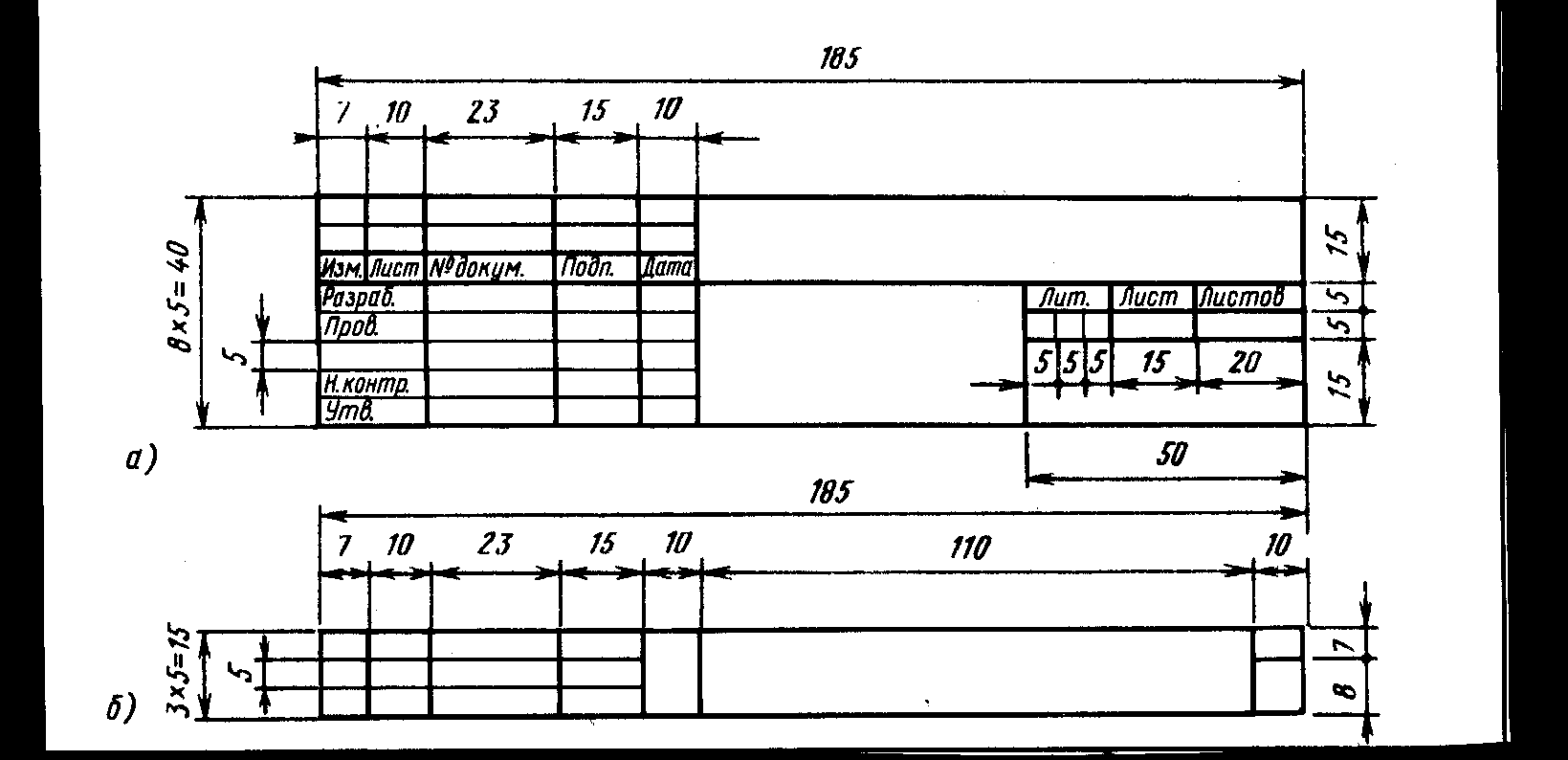
الف) – ورق اول
ب) – برگه های بعدی
8.2.4. بخش های مشخصات
مستندات
واحدهای مونتاژ
جزئیات
محصولات استاندارد
مواد
8.2.5. قوانین تکمیل مشخصات
پر کردن مشخصات را از ستون "Name" شروع کنید.
هنگام نوشتن بخش ها، از یک خط در بالا و پایین بگذرید.
زیر عنوان بخش با یک خط نازک خط کشیده شده است.
قطعات به ترتیب صعودی شماره موقعیت ثبت می شوند.
محصولات استاندارد به ترتیب حروف الفبا فهرست شده اند.
محصولات استاندارد دارای نام یا قالب نیستند.
?
مشخصات نقشه مونتاژ را تکمیل کنید. 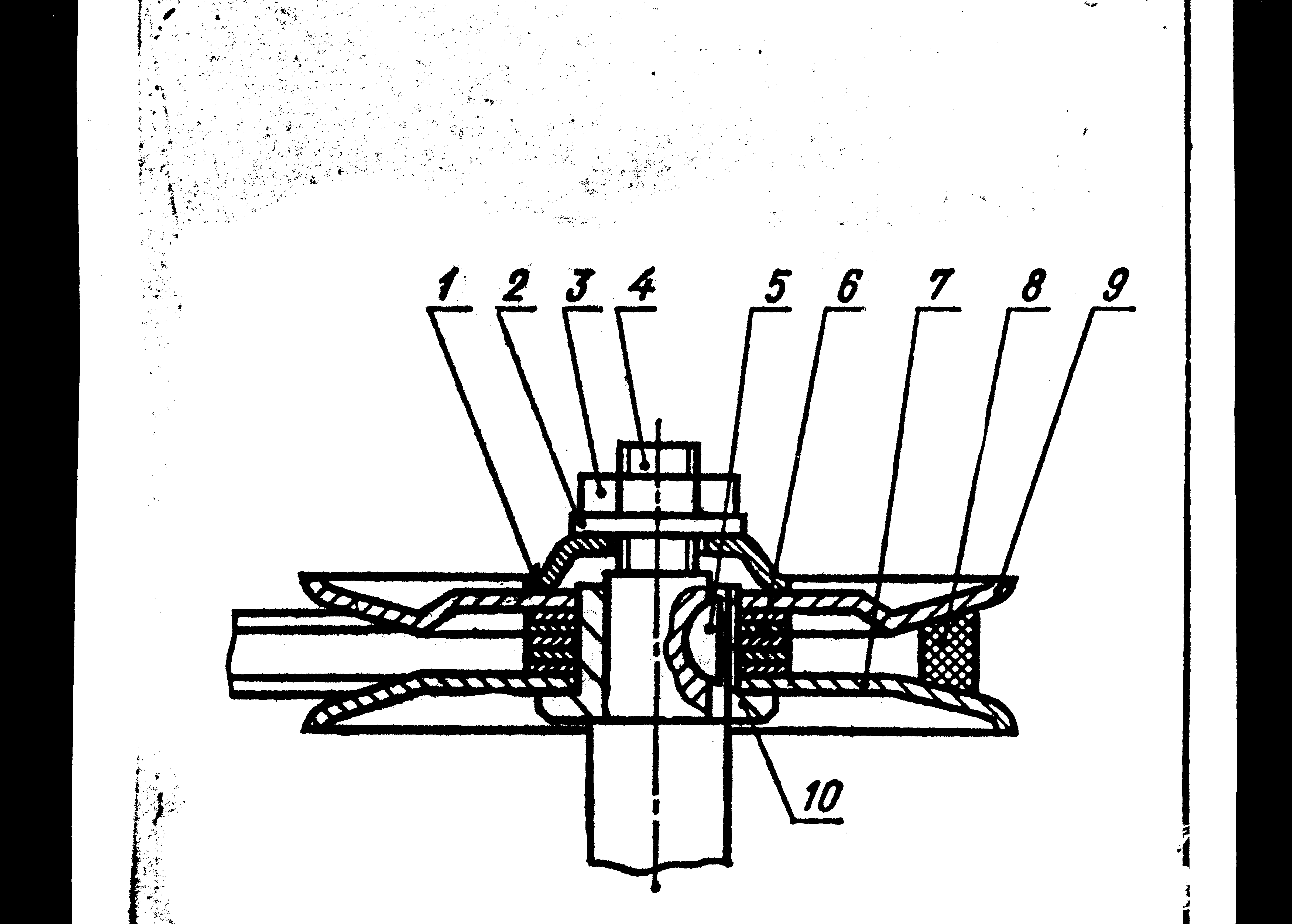
دستگاه کشش کمربند:
1 - کلاهک،
2 - واشر 12 طبق GOST 11371-78،
3 - مهره 2M12.5 طبق GOST 5912-70،
5 - کلید 4Х6.5 مطابق با GOST 24071-80 ، 6 - واشر تنظیم (5 عدد)
7 - قرقره
8- کمربند،
9 - قرقره متحرک
10 - هاب.
گیره:
1 - گیره
2- بهار
3 - پیچ فنری
5 - مهره 2M16x1.5.5 مطابق با GOST 5916-70،
6 - پیچ رانش
7 – براکت،
8 - فشار دهنده.
قرقره با محور :
2 - مهره M10.5 طبق GOST 5915-70،
3 - واشر 10L.65G طبق GOST 6402-70،
4 – براکت،
5 - حلقه 18 GOST 2832-77 (2 عدد)،
6 - پیچ М6Х10.58 مطابق با GOST 1476-75 (2 عدد)،
7- قرقره کششی
8 - حلقه 28 GOST 2833-77 (2 عدد)،
9 - روغن گیر 1.1.Ts6 طبق GOST 19853-74.
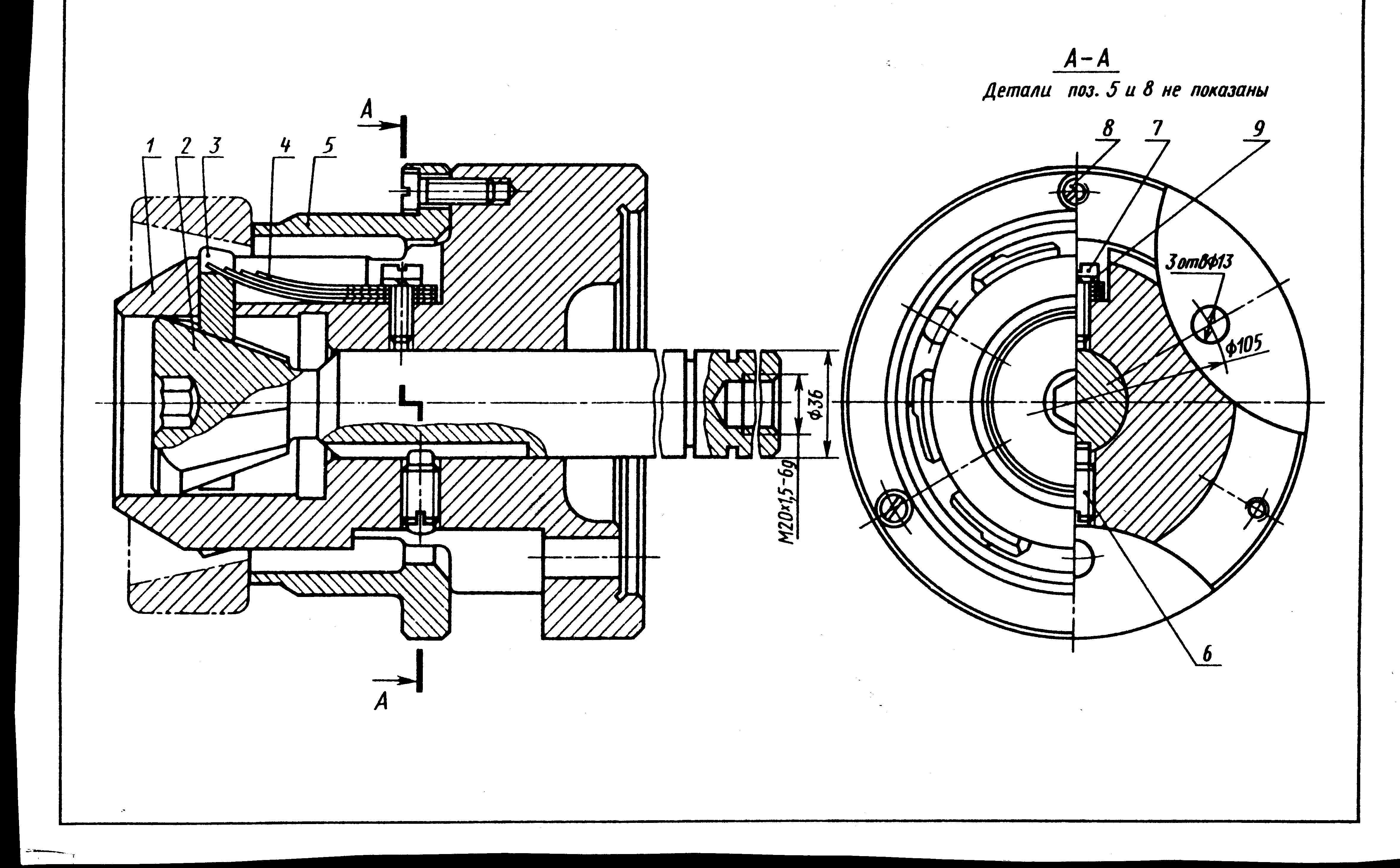
آر 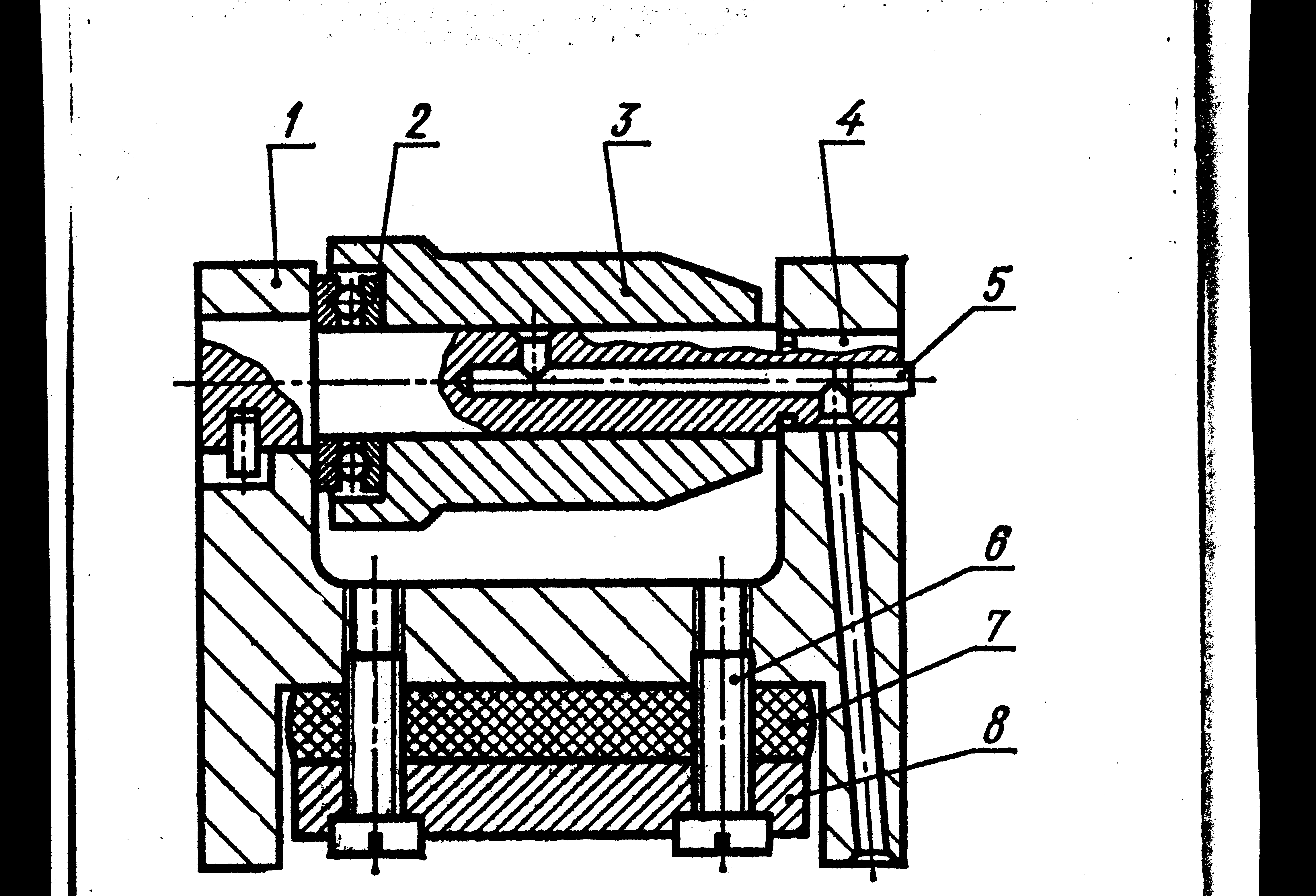 چرخ تنظیم:
چرخ تنظیم:
1 - بدنه غلتکی
2 - بلبرینگ 8104 طبق GOST 6874-75،
3 - غلتک،
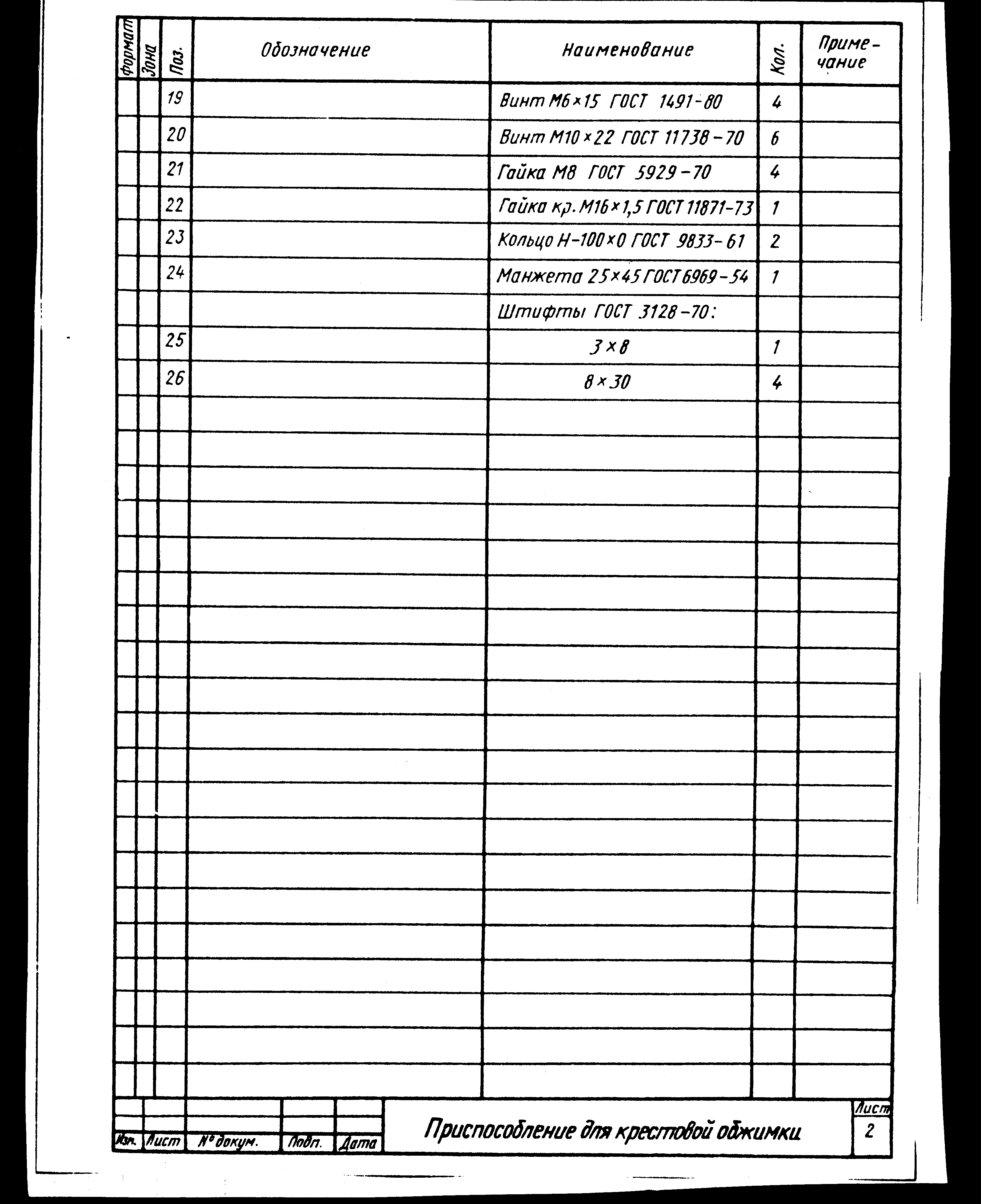
5 - پین 4Х8 طبق GOST 3128-70 (2 عدد)،
6 - پیچ М10Х30.58 GOST 1491-80 (2 عدد)،
7 - واشر،
8 - گیره.
پشتیبانی اهرمی:
1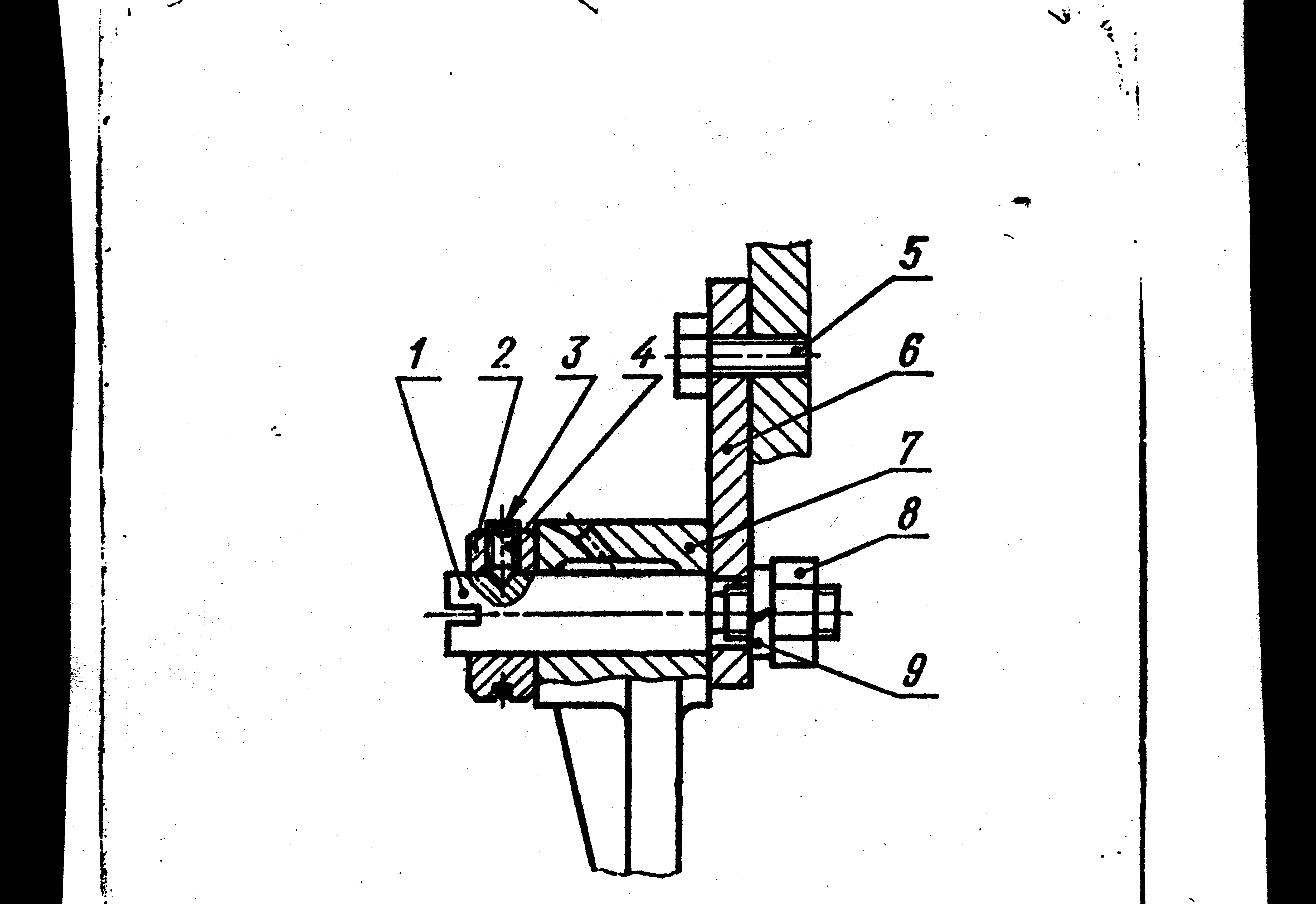 – محور،
– محور،
2 - حلقه 12 مطابق با GOST 2832-77،
3 - حلقه 20 مطابق با GOST 2833-77،
4 - پیچ М5Х8.58 مطابق با GOST 1476-75،
5 - پیچ М6Х20.58 طبق GOST 7805-70،
6- تعلیق
7 - اهرم
8 - مهره M8.5 GOST 5915-70،
9 - واشر 8 لیتری مطابق با GOST 6402-70.
غلتک کششی:
1 - انگشت،
- انگشت،
2- حلقه آب بندی
3 - غلتک،
4 - بلبرینگ 204 مطابق با GOST 83338-75 (2 عدد)،
5- حلقه فاصله،
6 - پیچ M4X12.58 مطابق با GOST 1491-80 (6 عدد)،
7 - واشر،
8- پوشش،
9 – واشر انتهایی
10 - پیچ M6X16.58 طبق GOST 17475-80.
ش 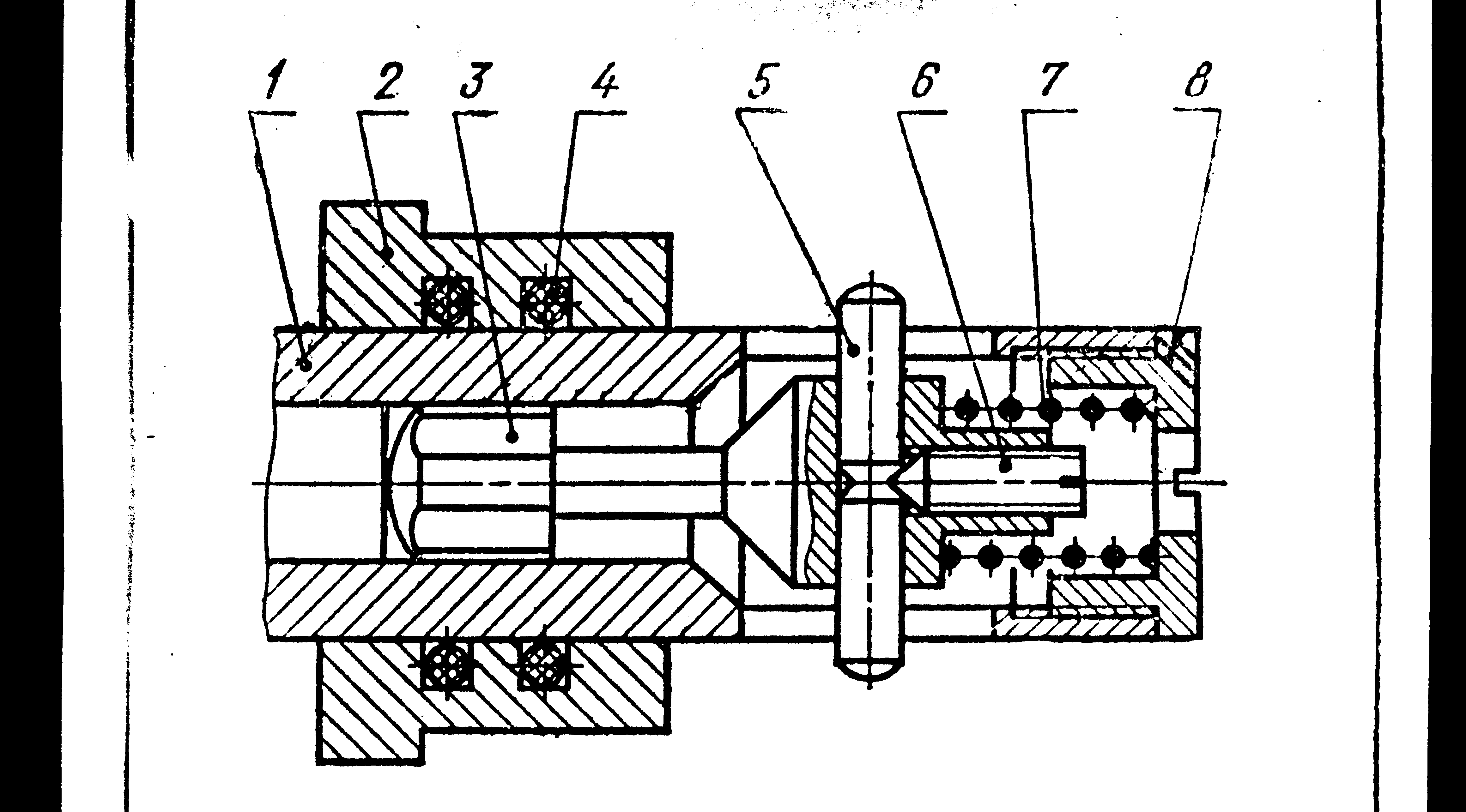 جریان با شیر:
جریان با شیر:
1 - میله،
2 - بوش،
3 - شیر،
4 – حلقه 020-025-30-2-4 GOST 9833-73 (2 عدد)،
5 - پین،
6 - پیچ M4X12.58 مطابق با GOST 1476-75،
7 - بهار
8 - پوشش.
آر 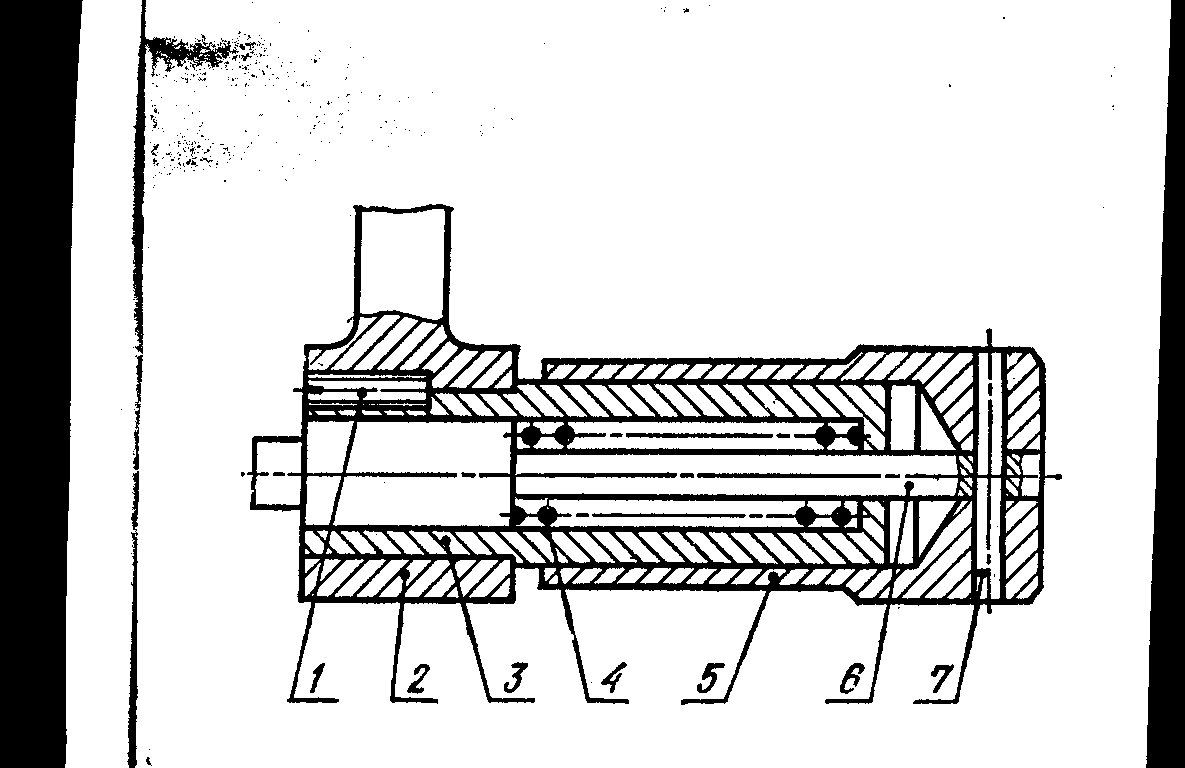 قلاب با قفل:
قلاب با قفل:
1 - پیچ M5X20.58 مطابق با GOST 1476-75،
2- شاتون،
3 - لوله،
4- بهار
5- دستگیره،
6- سنجاق قفل،
7 - پین 4Х40 طبق GOST 3128-70.
شفت دنده:
1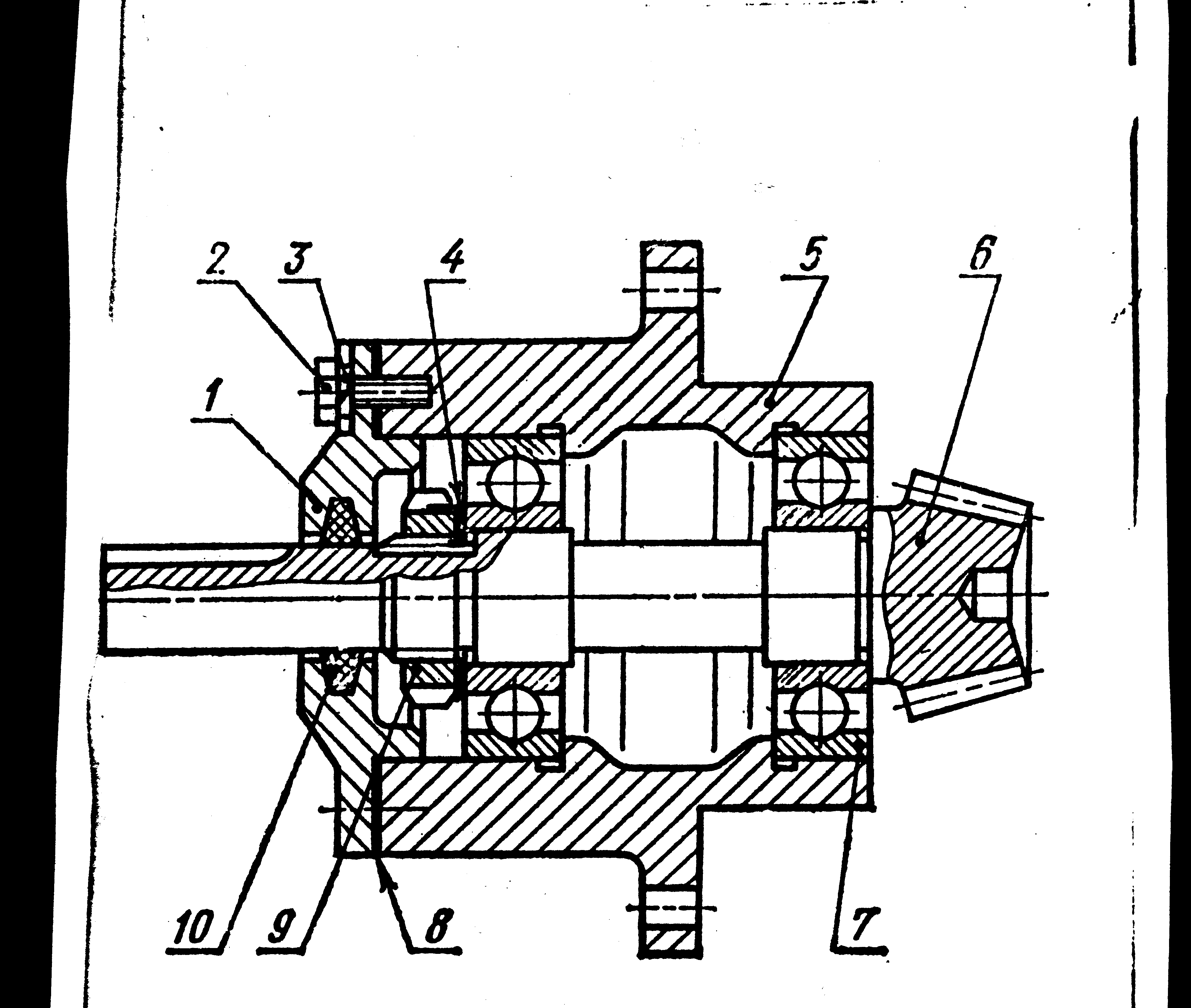 - درب،
- درب،
2 - پیچ М6Х15.58 طبق GOST 7798-70 (3 عدد)،
3 - واشر 6 مطابق با GOST 6402-70 (3 عدد)،
4 - واشر 24 طبق GOST 11872-80،
5- گردن
6 – شفت دنده،
7 - بلبرینگ 205 طبق GOST 8338-75 (2 عدد)
8 - واشر،
9 - مهره M24X1.5.8 مطابق با GOST 11871-80،
10- حلقه آب بندی.
در مورد 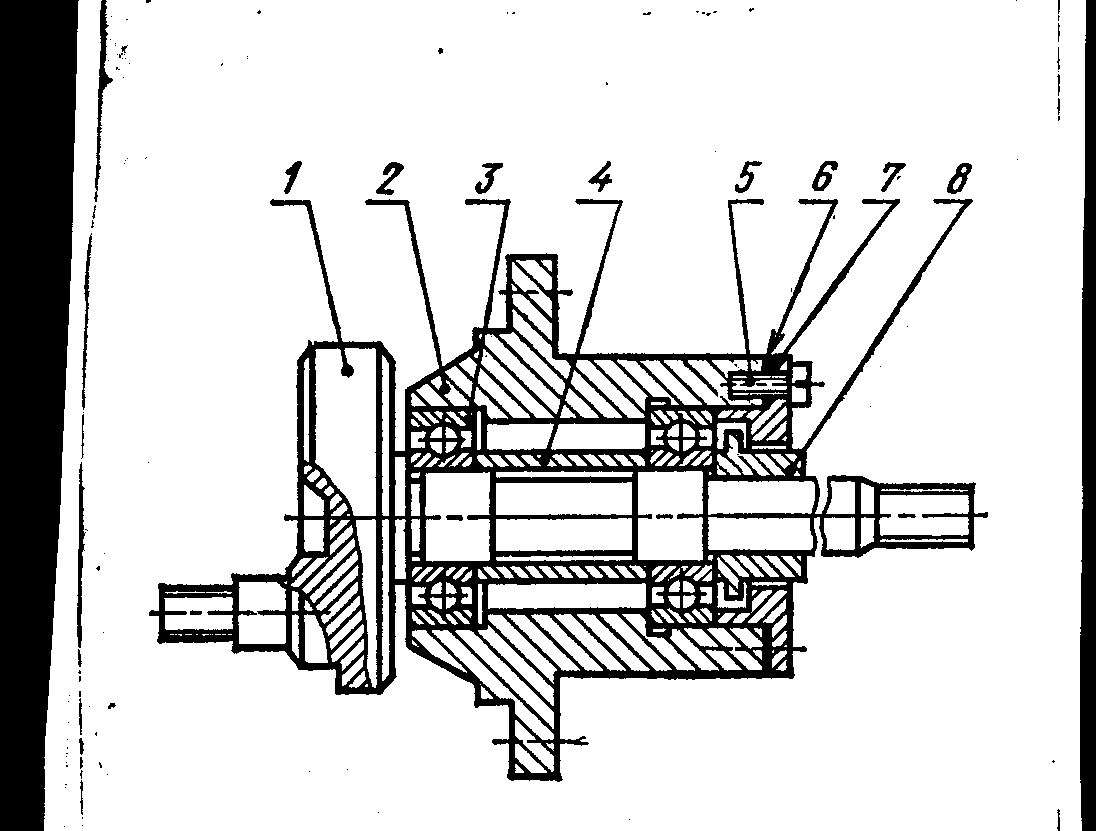 زمان میل لنگ:
زمان میل لنگ:
1 - میل لنگ
2 - محفظه یاتاقان
3 - بلبرینگ 202 طبق GOST 8338-75 (2 عدد)
4 – آستین اسپیسر
5 - پیچ М3Х10.58 مطابق با GOST 1491-80 (3 عدد)،
6 - واشر،
7- پوشش،
8 - بوش.
اتصال با شیر تخلیه:
1 - مهره M10.5 مطابق با GOST 5916-70،
2 - مهره اتحادیه،
3 - واشر،
4 - حلقه 010-014-25-2-4 مطابق با GOST 9833-73،
5 - پین،
6 - بهار
7 - اتصال
8 - شیر تخلیه
9 - پین 4Х25 طبق GOST 3128-70،
10- دستگیره
دسته با قفل:
1 - دسته
2- واشر قفلی
3 - پیچ М12Х1.25Х8.58 مطابق با GOST 1477-75،
4- بهار
5 - توپ 8 میلی متر N مطابق با GOST 3722-60،
7 - پیچ سرب
8 - پیچ М10Х25.58 مطابق با GOST 1475-75،
9 - پین 5Х30 طبق GOST 3129-70.
م 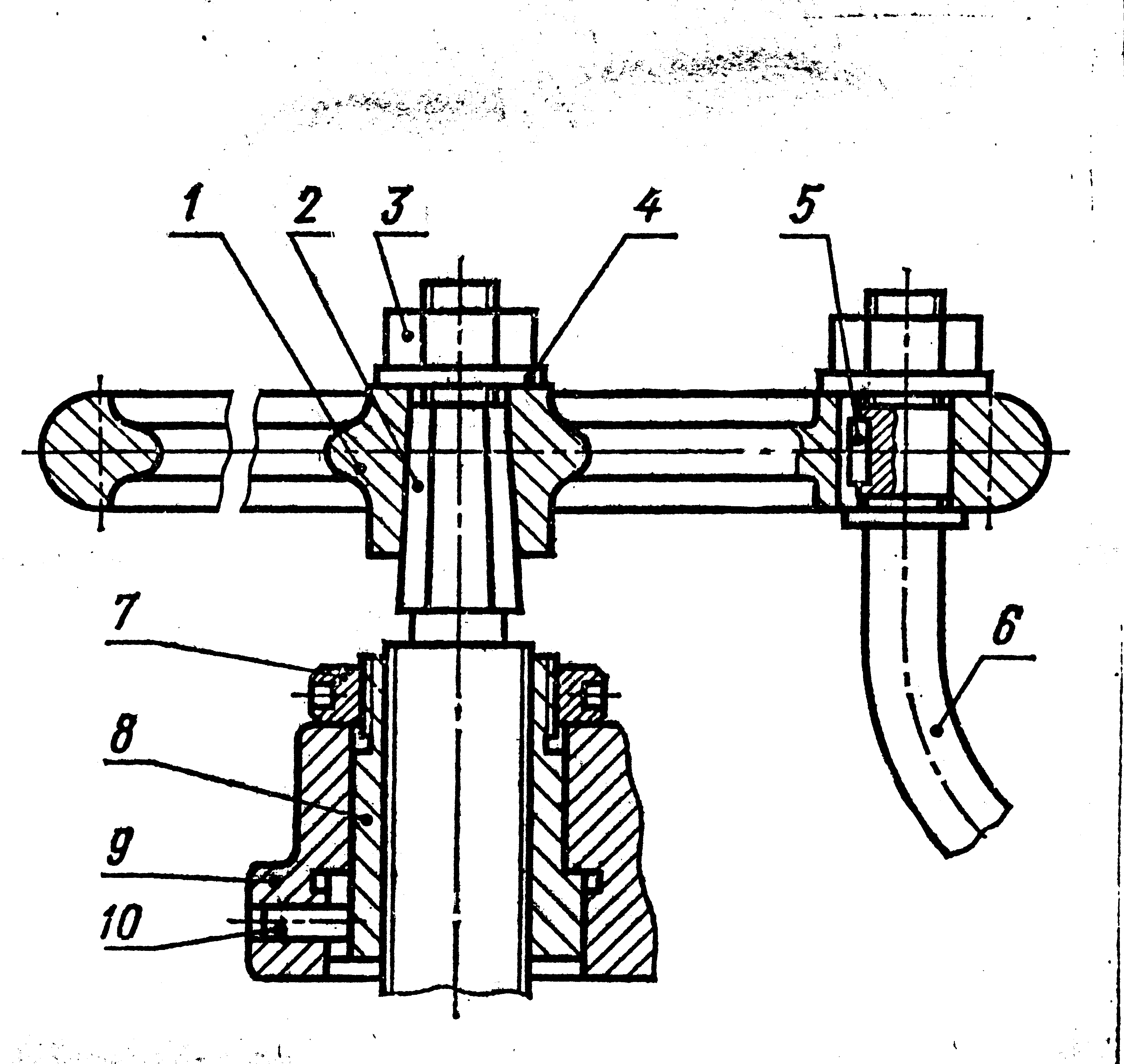 فلایویل با دسته:
فلایویل با دسته:
1 - چرخ طیار
2- پیچ سرب،
3 - مهره M20.5 طبق GOST 5927-70،
4 - واشر 20 طبق GOST 11371-78،
5 - کلید 6Х6Х20 طبق GOST 23360-78،
6 - دسته
7 - مهره
8- بوش رزوه ای
9 - تخت،
10 - پین 10Х24 طبق GOST 3128-70.
ش 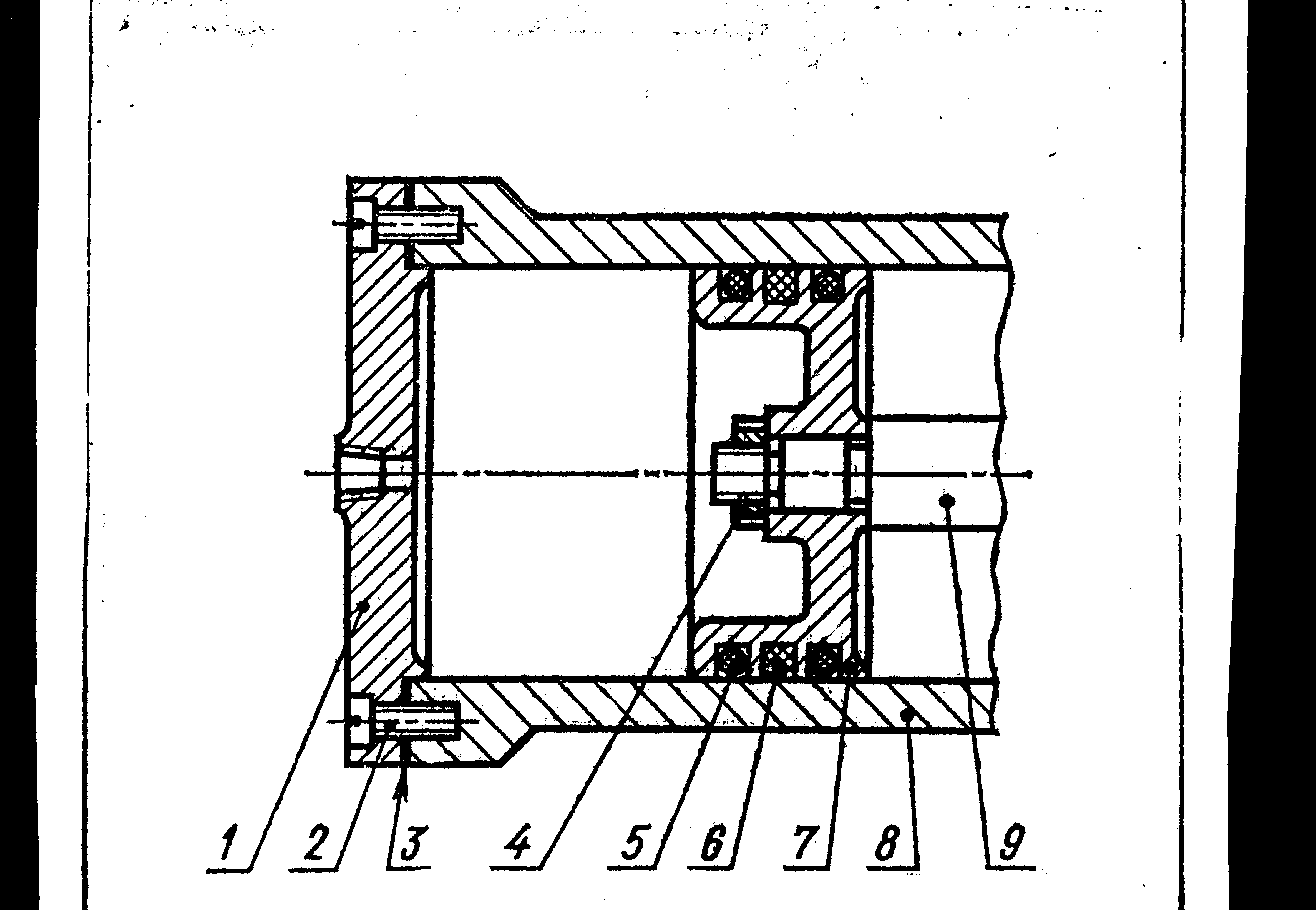 جریان با پیستون:
جریان با پیستون:
1- پوشش،
2 - پیچ М8Х25.58 مطابق با GOST 1491-80 (6 عدد)،
3 - واشر،
4 - مهره M16X1.5.8 مطابق با GOST 11871-80،
5 - حلقه 110-116-36-2-4 مطابق با GOST 9833-73 (2 عدد)،
6 - بسته بندی با گرافیت،
7 - پیستون
8 - سیلندر
پشتیبانی خود تراز:
1 - مهره M30.5 طبق GOST 5915-70،
2- پشتیبانی
3 - بوش،
4- پوشش،
5- کلت،
6- بدن
7 - بهار
8 - حلقه 100-110-58-1-2 مطابق با GOST 9833-73،
9 - دیسک،
10 - پیستون،
11 - بهار
8.3. خواندن نقشه های مونتاژ

برنج. 4.1. نقشه مونتاژ شیر شکل. 4.2. مشخصات نقشه مونتاژ شیر
دنباله خواندن نقشه های مجموعه
هنگام خواندن نقشه های مونتاژ، توصیه می شود دنباله زیر را رعایت کنید.
نام محصول را مشخص کنید. با دانستن نام محصول، که در کتیبه اصلی مشخص شده است، خواندن نقاشی آسان تر است.
توضیحات این محصول (پاسپورت آن) را بخوانید.
تعیین کنید که چه تصاویری (انواع، بخش ها، بخش ها) در نقاشی آورده شده است؟ در نتیجه مقایسه آنها، یک ایده کلی از شکل و ساختار محصول ایجاد می شود.
با استفاده از مشخصات، تصاویر هر قسمت را در نظر بگیرید. برای انجام این کار، از مشخصات نام قسمت اول و سایر داده های مربوط به آن را بیابید. تصاویر یک قطعه را با تعیین موقعیت آن پیدا کنید. شکل قطعه را با مقایسه تمام تصاویر آن که در نقاشی داده شده است، تعیین کنید. این کار به صورت متوالی با تمام جزئیات انجام می شود.
نحوه اتصال قطعات به یکدیگر (با استفاده از نخ، کلید، فونت، جوشکاری، پرچ و غیره) را تعیین کنید؟ نحوه حرکت قطعات متحرک محصول در حین کار را پیدا کنید؟
سایر اطلاعات نشان داده شده در نقشه (ابعاد، الزامات فنی و غیره) را درک کنید.
تعیین کنید که پردازش مورد نیاز در طول فرآیند مونتاژ به چه روشی و به چه ترتیبی انجام می شود؟
برای مثال، نقشه مونتاژ نشان داده شده در شکل 4.1 را بخوانید. سوالات برای او برای خواندن نقشه های مونتاژ به ترتیب ذکر شده در بالا مرتب شده است. اول خودت بهشون جواب بده
سوالات مربوط به نقشه مونتاژ (به شکل 4.1 مراجعه کنید.)
نام محصول چیست؟
هدف آن چیست؟
چه تصاویری در نقاشی نشان داده شده است؟
چند جزء در محصول گنجانده شده است؟ نام موقعیت های 1، 6، 9 کودکان چیست؟
چند محصول استاندارد در شیر استفاده می شود؟
شکل قطعات چگونه است؟
پاسخ به سوالات مربوط به نقشه مونتاژ (به شکل 4.1 مراجعه کنید.)
نقشه مونتاژ یک شیر را نشان می دهد. این نام در ستون مربوطه کتیبه اصلی نوشته شده است.
دریچه طوری طراحی شده است که اجازه دهد یا مایع را حفظ کند.
این نقاشی شامل پنج تصویر است: بخش جلویی، نمای چپ، نیمی از نمای بالا همراه با نیمی از بخش افقی، بخش B-B (تصویر ناقص) و نمای A (نمای فلش).
این محصول از 14 جزء تشکیل شده است. از آنجایی که بیش از یک قسمت (پیچ و مهره) در محصول وجود دارد، تعداد کل اجزا 24 قطعه است (به ستون "کمیت" در مشخصات مراجعه کنید) (شکل 4.2.)
این شیر از چهار نوع محصول استاندارد استفاده می کند: شش پیچ M10، شش مهره M10، یک مهره M14 و یک فلایویل.
قسمت "ساقه" توسط مشخصات به pos اختصاص داده شده است. 9. با یافتن عدد 9 در نزدیکی تصویر اصلی، از انتهای خط رهبر که به نقطه ختم می شود، برای تعیین محل قطعه در محصول استفاده می کنیم. در نقشه (شکل 4.1 را ببینید) میله در تصویر اصلی، در نمای چپ، در نیمی از بخش افقی و در بخش B-B. با مقایسه تمام داده های ترسیم تصویر میله (در شکل 4.11 آنها به طور معمول با رنگ مشخص شده اند)، نشان می دهیم که میله شکل استوانه ای دارد. در یک انتها، یک نخ برای مهره M14 بریده می شود (به مشخصات مراجعه کنید) و یک عنصر منشوری از مقطع مربعی آسیاب می شود. یک نخ تقریباً در وسط طول میله بریده می شود. سر دیگر میله دارای شیار است و با یک عنصر خاص به پایان می رسد.
برنج. 4.11. طراحی سوپاپ با قسمت "اسپیندل" با رنگ برجسته (آن خطوطی که در نقشه مونتاژ قابل مشاهده نیستند نیز نشان داده شده اند)
چرخش میله حرکت سوپاپ را تضمین می کند (مورد 3).
قسمت "بدن" (مورد 1) نیز برای وضوح در شکل 4.12 با رنگ مشخص شده است. با مقایسه هر سه تصویر آن، متوجه میشویم که دارای یک سوراخ پلکانی استوانهای در داخل آن است. در سمت، در زوایای قائم به این قسمت استوانه ای، یک فلنج استوانه ای مجاور است. فلنج های بالا و پایین هر کدام دارای شش سوراخ و فلنج کناری دارای چهار سوراخ برای پیچ و مهره است. (سایر جزئیات به همین ترتیب در نظر گرفته شده است).
برنج. 4.12. طراحی دریچه با قسمت "بدنه" با رنگ برجسته
?
نقشه های مونتاژ را بخوانید
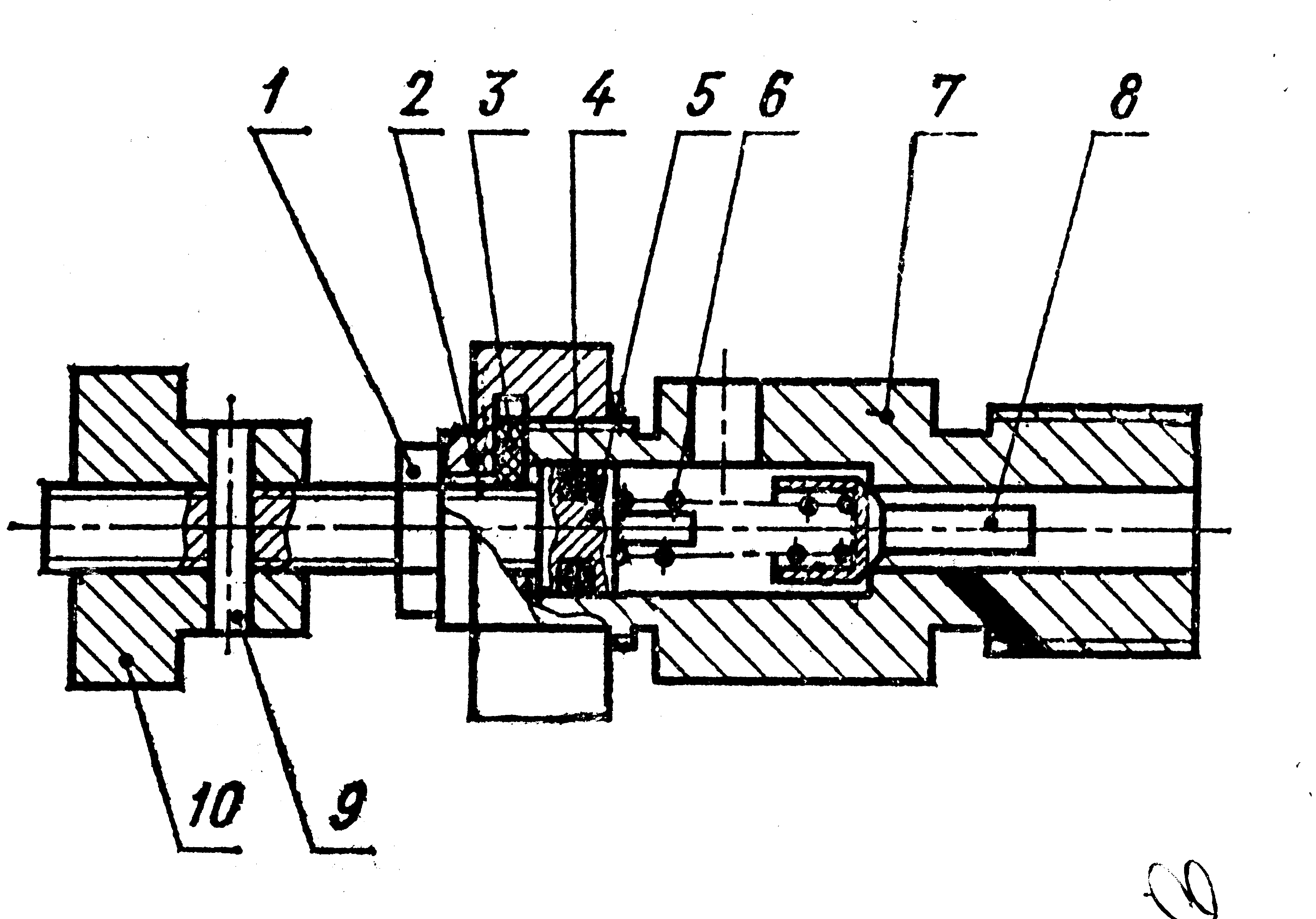
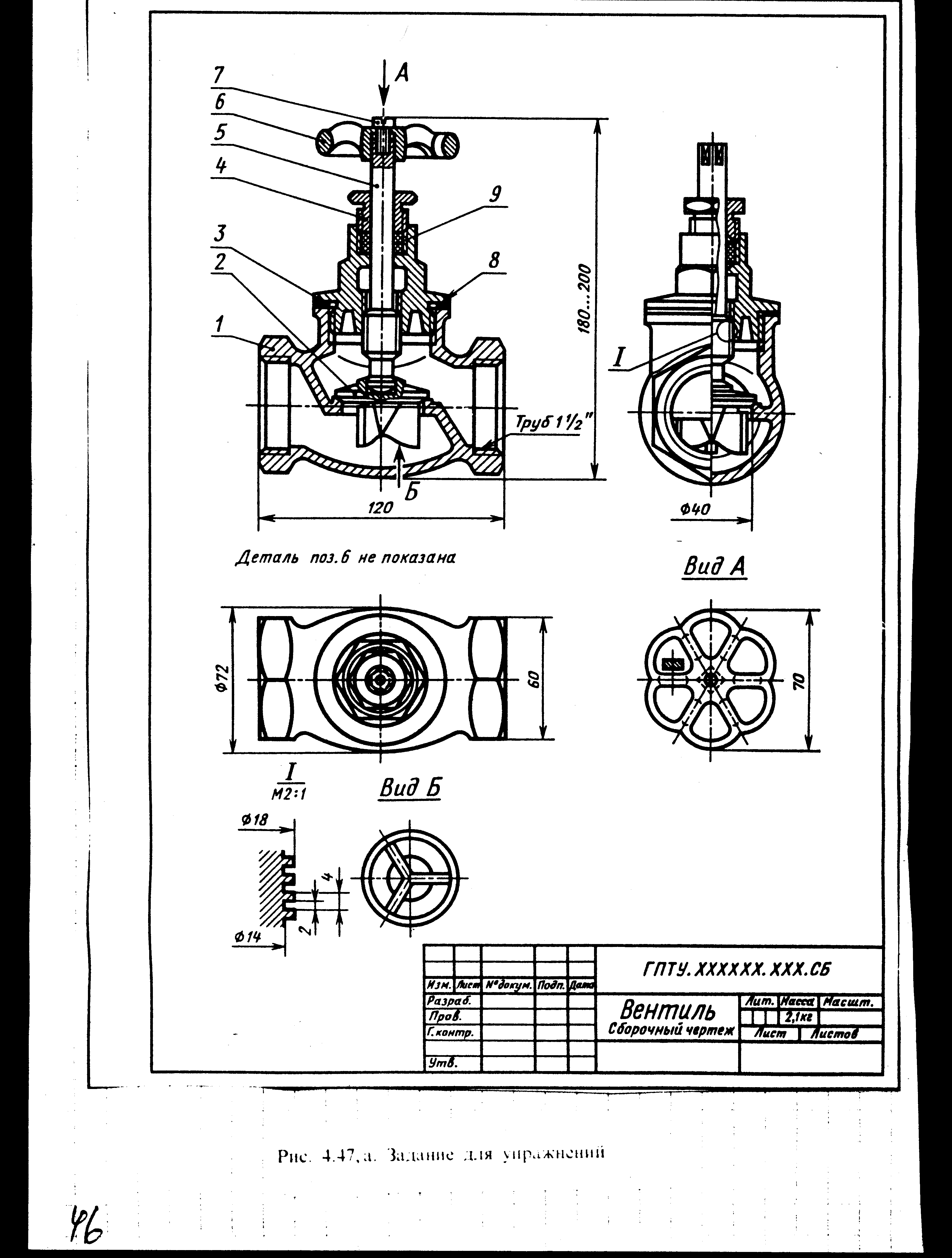
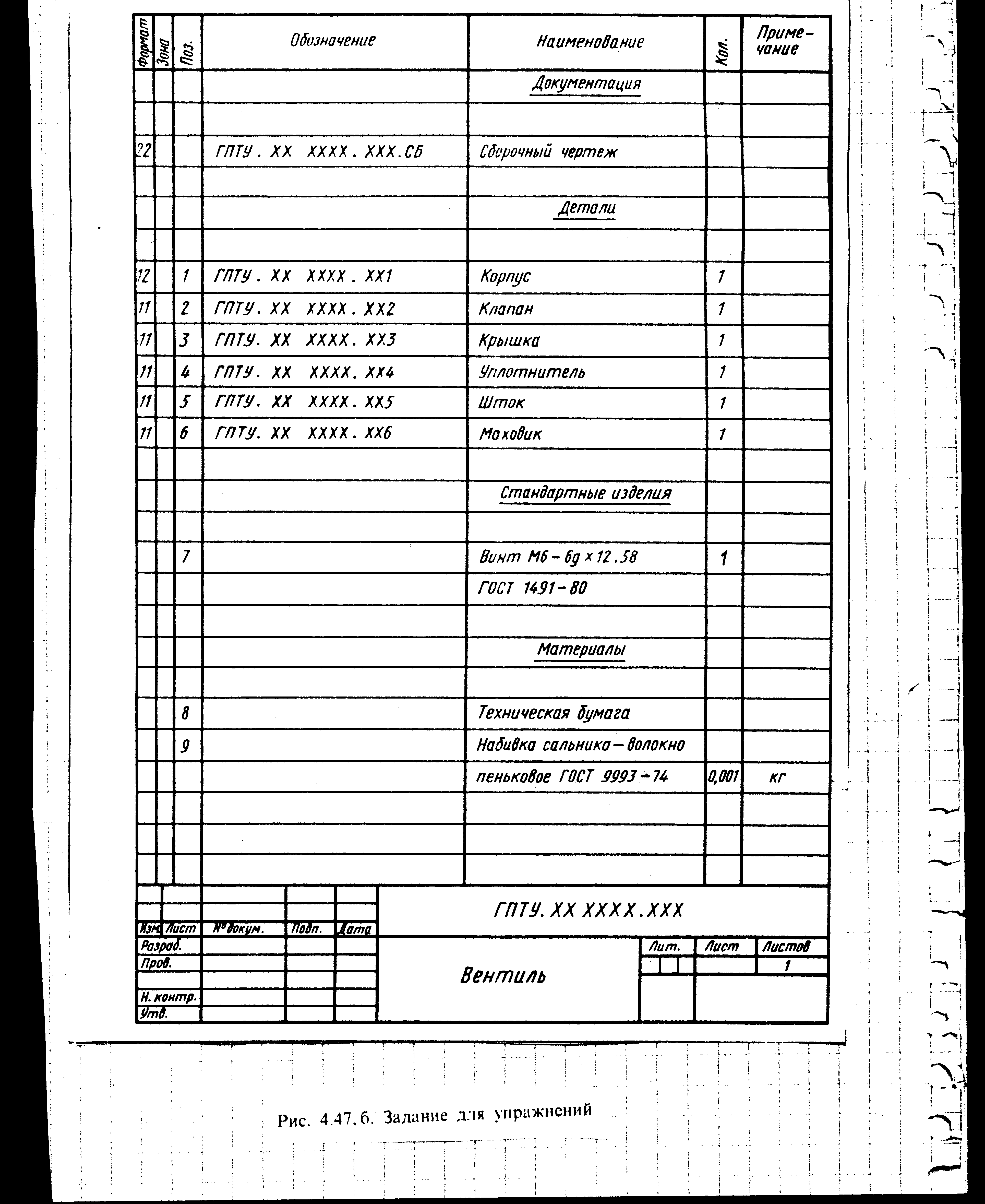
به سوالات مربوط به طرح مونتاژ "شیر" پاسخ دهید (شکل 4.47، a و b). این پاسخ ها به صورت کلی در ماتریس سوالات زیر آمده است که هر کدام با یک عدد مشخص شده اند. این نامگذاری های دیجیتال در دو نسخه ارائه شده است - گزینه اول در سمت چپ پاسخ ها، دومی در سمت راست است. معلم به شما می گوید (اول یا دوم) از کدام گزینه استفاده کنید. پس از یافتن پاسخ سوال اول در ماتریس، باید عددی را که نشان دهنده آن است بنویسید، سپس پاسخ سوال دوم را بیابید و بعد از خط تیره عدد مربوط به آن را بنویسید. بنابراین باید تمام پاسخ ها را با اعداد مشخص کنید. نتیجه چهار خط اعداد خواهد بود که بخش های I، II، III، IV سوالات را نشان می دهد.
نمونه ای از نوشتن پاسخ، اما با استفاده از حروف به جای اعداد، در زیر آورده شده است:
I c – n – a – k – o – g – i
II o – n – k – g – a – i – c
III g – k – a – o – i
IV i – a – o – k – g – n
سوالات مربوط به نقاشی "شیر" (شکل 4.47)
من
انواع و بخش ها را نام ببرید.
نام جدول حاوی اطلاعات اولیه در مورد قطعات موجود در محصول چیست؟
شماره اقلام در نقشه مونتاژ کجا قرار می گیرد؟
نام تصویری که نمایه نخ بریده شده روی میله ای با قطر زیاد را نشان می دهد چیست؟
نام تصویر با برچسب "View A" چیست؟
چه تصویری شکل اسپیکر فلایویل را نشان می دهد؟
فاصله لوله های متصل به بدنه چقدر است؟
II
از طریق سوراخ در کدام قسمت مایع از خط لوله چپ به سمت راست جریان می یابد؟
چه قسمتی این سوراخ را بسته و باز می کند؟
کدام قسمت چرخش را به میله منتقل می کند؟
کدام قسمت شیر را بلند و آزاد می کند؟
قطر شیر بزرگتر چقدر است؟
شماره قطعه قطعه ساخته شده از کاغذ فنی را ذکر کنید.
چه قسمت هایی به جز ساقه و کلاهک دارای نخ هستند؟
III
کدام عنصر میله حرکت رفت و برگشتی را برای آن فراهم می کند؟
حرکت اصلی کاری که فلایویل می تواند انجام دهد چیست؟
اتصال شیر به لوله ها چگونه است؟
میله هنگام چرخش چه حرکت کاری انجام می دهد؟
چگونه میل به شیر وصل می شود؟
IV
شیر به چه ترتیبی جدا می شود؟ماتریس برای رسم مونتاژ "شیر" (شکل 4.47)
| گزینه 1 | I. تصویر، ابعاد و سایر داده ها | گزینه | II. قطعات موجود در شیر | گزینه | III. رابطه و ماهیت حرکت قسمت متحرک | گزینه | IV. توالی مونتاژ و جداسازی محصول | گزینه 2 |
|||
| 2 | 1 | 2 | 1 | 2 | 1 |
||||||
| 1 | قسمت جلویی، نمای بالا، قسمتی از نمای چپ، متصل به قسمتی از قسمت پروفایل نمای محلی "A" بخش توسعه یافته نمای محلی "B" عنصر جزئیات مشخصات ابعاد مقیاس بزرگنمایی "قفسه" در خطوط توسعه | 1 | دریچه درزگیر پد پیچ | 0 | 1 | نخ لوله حرکت رفت و برگشتی نخ میله ای حرکت چرخشی دریچه بالا و پایین بردن اتصال پیچ نخ پوشش پرچین سوپاپ سوراخ را می بندد مهر و موم بسته بندی | 0 2 | 1 | برای باز کردن پیچ درپوش از آچار استفاده کنید سوپاپ به همراه ساقه جدا می شود فلایویل را بردارید پیچ را باز کنید مهر و موم را باز کنید دریچه جدا نشده است میله را باز کنید درب را باز کنید فلایویل می چرخد پوشش را بردارید | ||
برنج. 4.17.a تکلیف تمرین شکل. 4.17.b وظیفه تمرینی
? به سوالات مربوط به نقشه های مونتاژ پاسخ دهید:
1. نام محصول چیست؟ هدف آن چیست؟ 2. چه انواع، بخش ها، بخش هایی در نقشه آورده شده است؟
3. چند جزء محصول را تشکیل می دهد؟ 4. چند قسمت است؟ نام و شکل هر قسمت چیست؟
5. چند محصول استاندارد؟ آنها را نام ببرید. 6. قطعات از چه طریقی به یکدیگر متصل می شوند؟
7. توالی مونتاژ محصول چیست؟
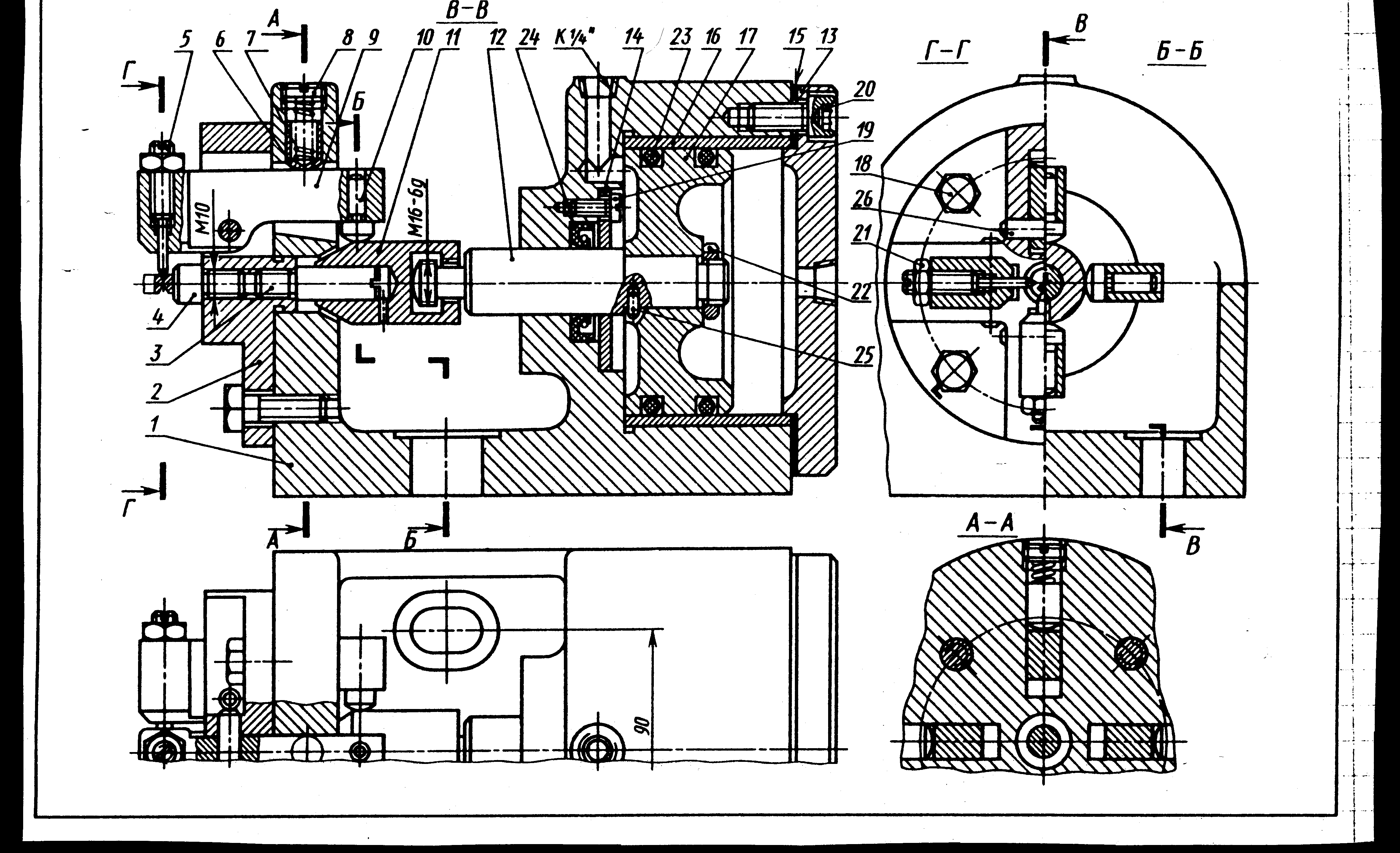
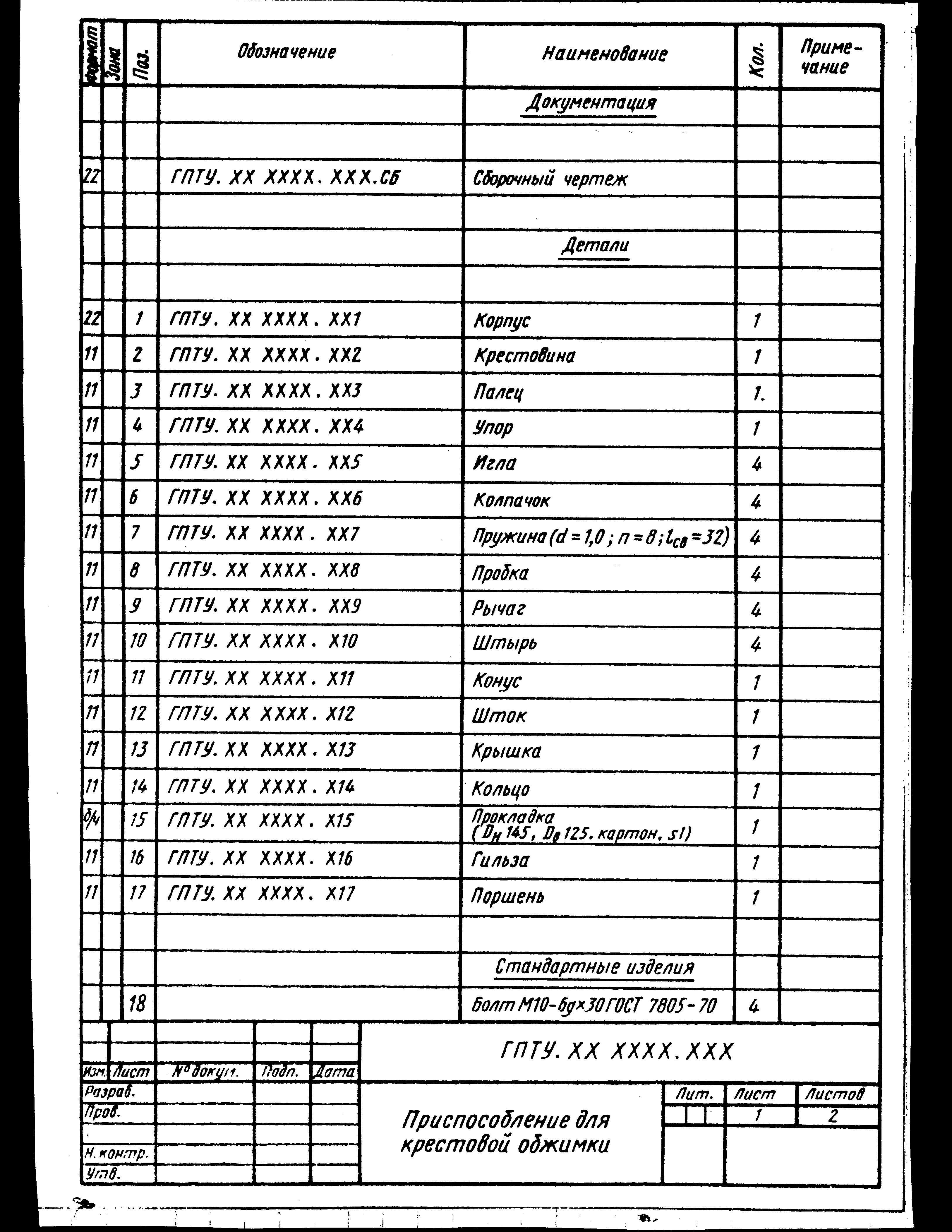
نقشه مونتاژ دستگاه چین دار متقاطع
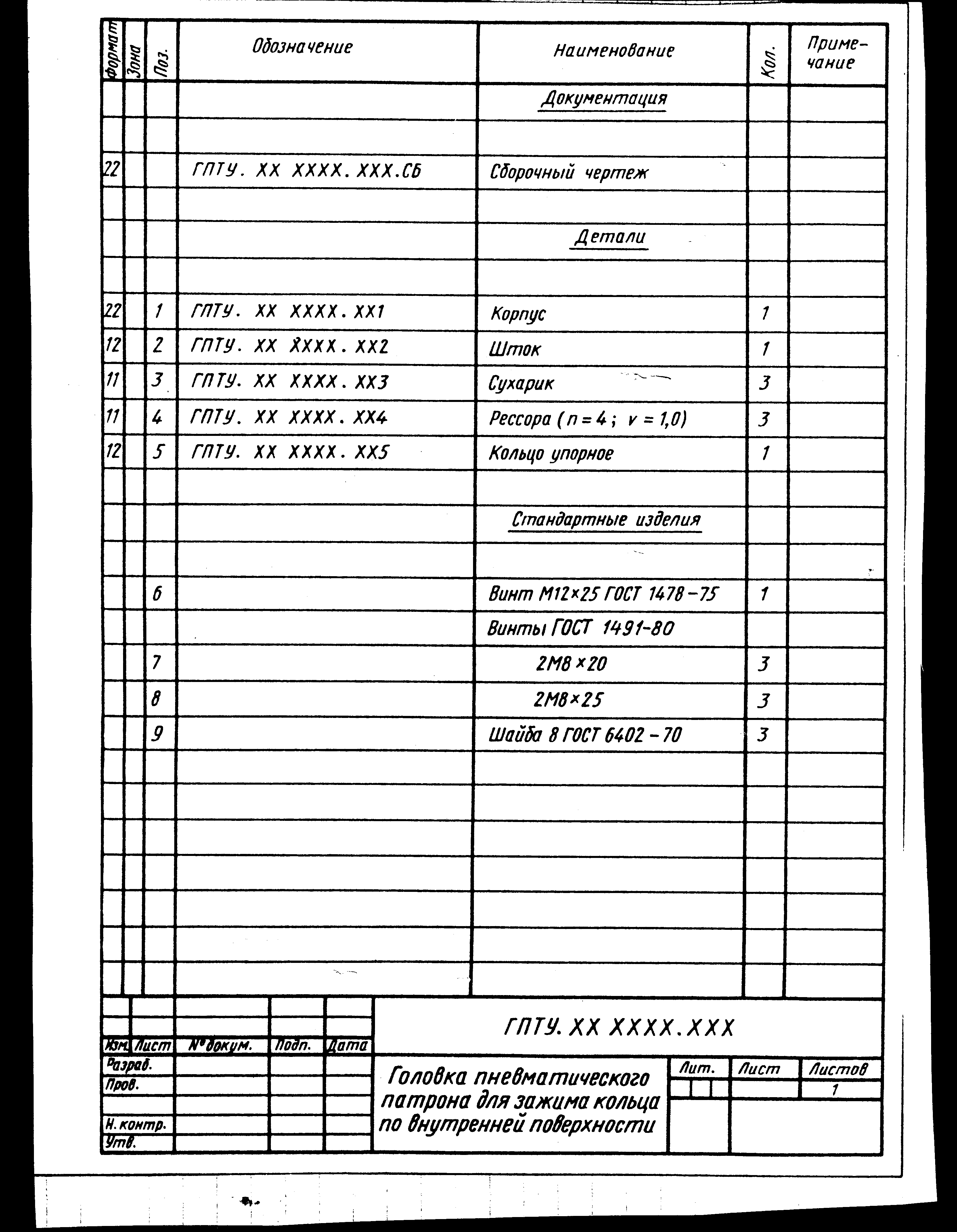
نقشه مونتاژ سر چاک پنوماتیک برای بستن حلقه در سطح داخلی
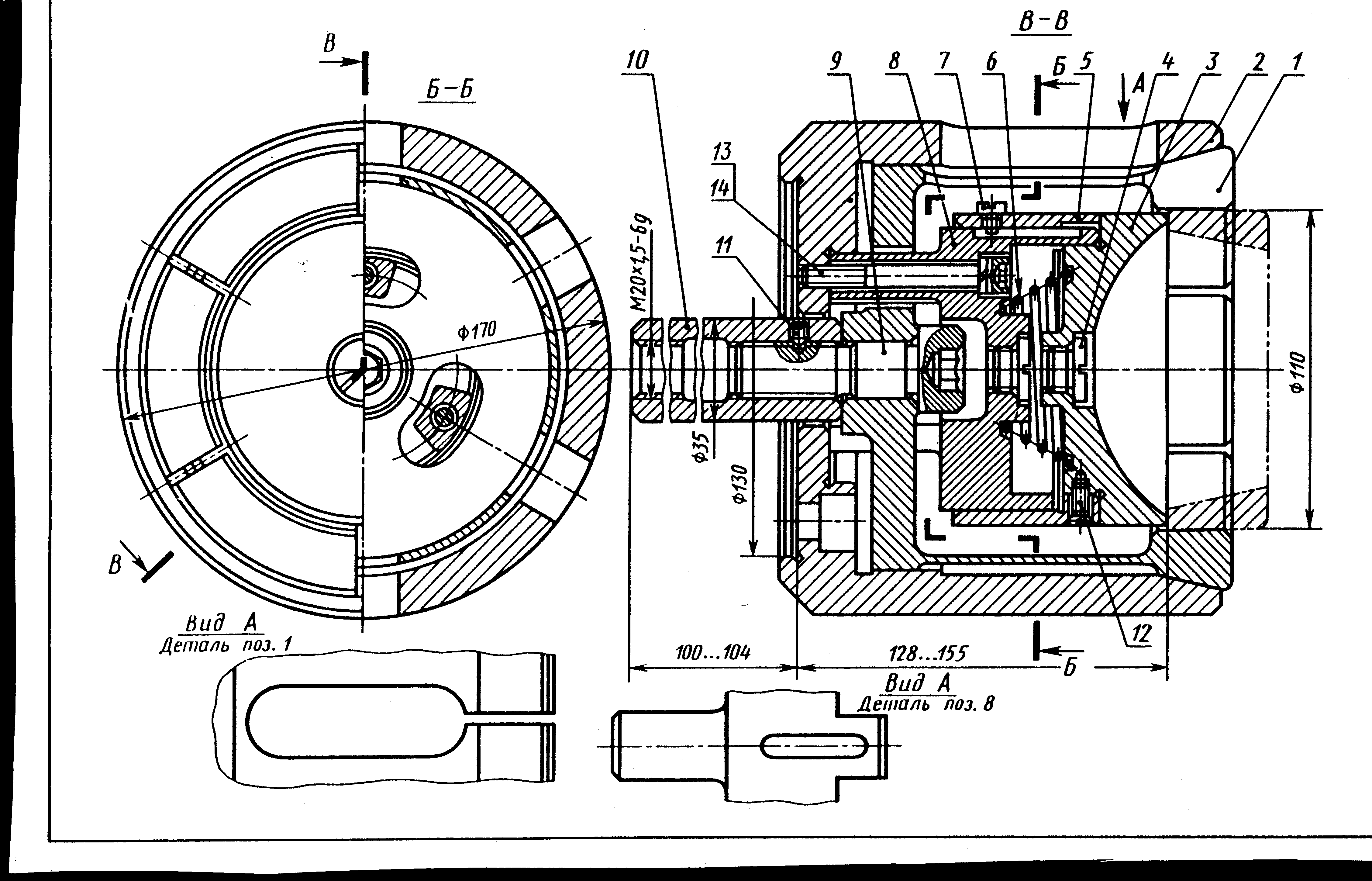
نقشه مونتاژ سر چاک پنوماتیک برای بستن حلقه در سطح بیرونی
8.4. اجرای نقشه های مونتاژ
کار ساخت یک نقشه مونتاژ از محصول واقعی شامل سه مرحله است:
آشنایی با واحد مونتاژ (شناسایی هدف و اصل عملکرد واحد مونتاژ با استفاده از اسناد (گذرنامه)، بازرسی و جداسازی بعدی به منظور تعیین تعداد قطعات برای هدف، شکل، روش ها و ترتیب اتصال آنها).
طراحی قطعات (تشخیص شکل قطعات، ابعاد سطوح جفت گیری (همان)، زبری آنها (همان)، هماهنگ کردن فواصل بین محورهای سوراخ ها برای اتصال دهنده ها در قطعات در حال چفت شدن).
اجرای نقشه ها و مشخصات مونتاژ (تعیین تعداد تصاویر، مقیاس، شروع با قسمت بدنه، که سایر کوچکترها به تدریج به آن متصل می شوند، برش ها، برش ها، اعمال نخ ها، سایه زدن، خطوط راهنما، شماره موقعیت اجزاء، کتیبه اصلی را پر کنید)
?
به دنبال دنباله تکمیل نقشه مونتاژ از زندگی، نقشه مونتاژ محصول را مطابق با حرفه خود کامل کنید.
?
نقشه داده شده را با توجه به مقیاس بصری و ابعاد موجود دوباره ترسیم کنید.
انجام سایه اندازی قطعات محصول موجود در بخش و مقطع.
مطابق با مشخصات
نمونه را ببینید و به سوالات پاسخ دهید.
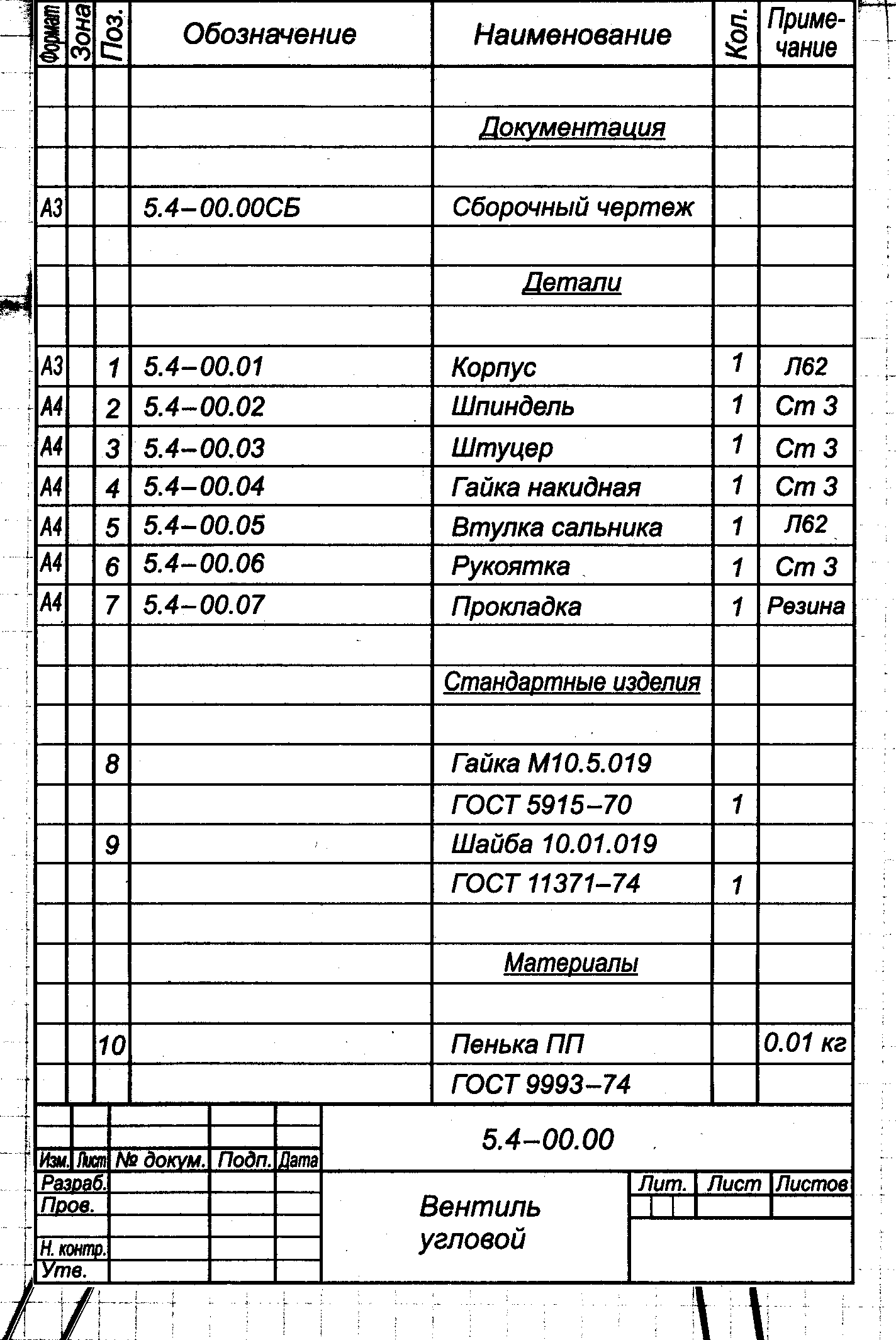
شیر زاویه ای
، که شامل اجزای زیر است:
1 - مهره M10 GOST 5915-70
2 - واشر 10 GOST 11371-74
3 - کنف PP GOST 9993-74
4 – بدنه، مواد L62 GOST 2060-73
5 – دوک، مواد St3 GOST 380-71
6 - اتصالات، مواد St3 GOST 380-71
7 - مهره اتحادیه، مواد ST3 GOST 380-71
8 – بوش مهر و موم روغن، مواد L62 GOST 2060-73
9 – دسته، مواد St3 GOST 380-71
10 - واشر، لاستیک مواد فنی GOST 7338-77
راه حل کار
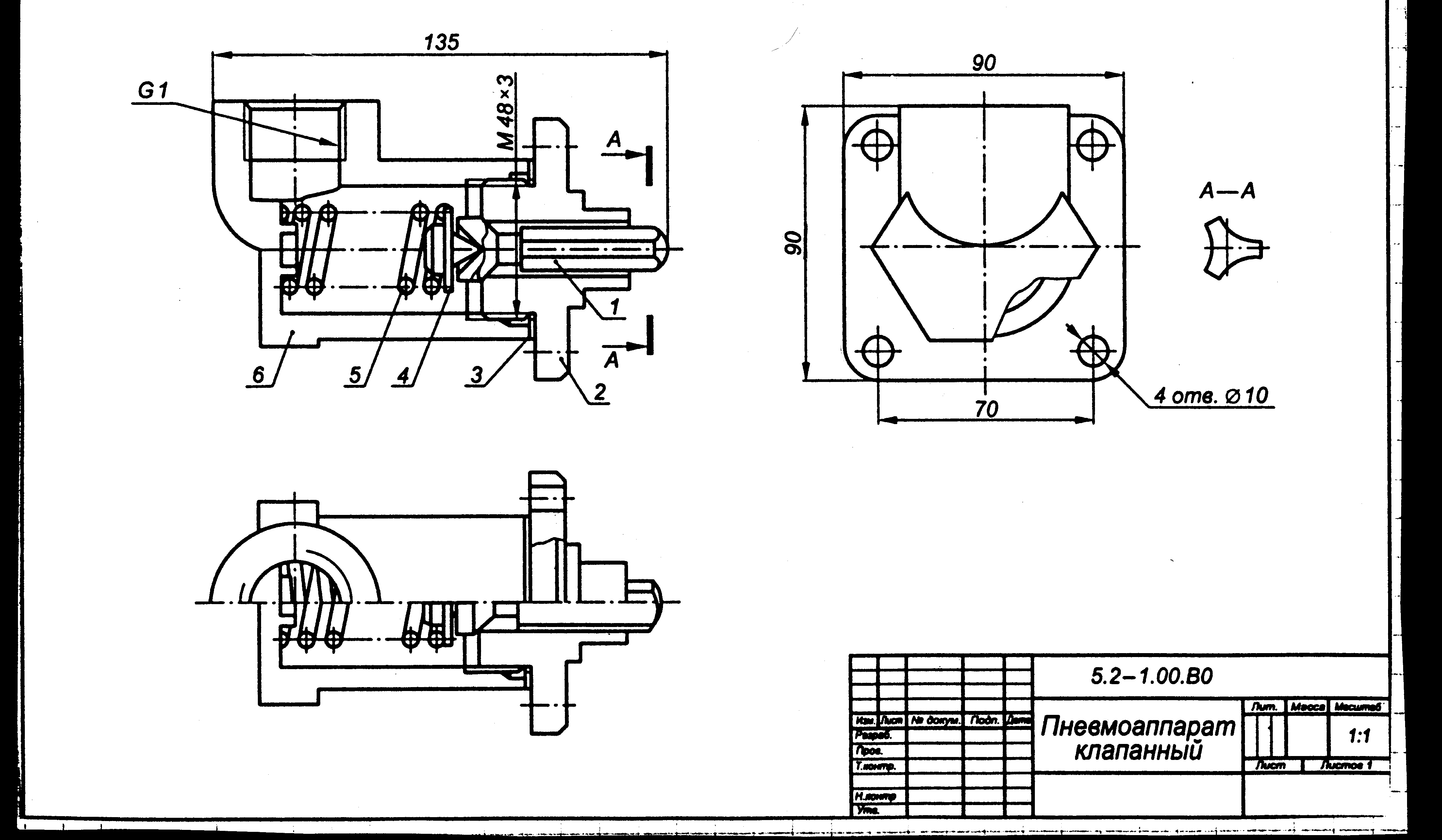
نام محصول – دستگاه شیر پنوماتیک . یک نقشه کلی در شکل 139 نشان داده شده است.
اجزای محصول:
1 – شیر، جنس فولاد 45 GOST 1050-80
2 - صندلی سوپاپ، مواد Br.OTsS 6-6-3 GOST 613-79
3 – واشر، مواد AL2 GOST 2685-75
4 - فشار دهنده، مواد St3 GOST 380-71
5 - فنر، مواد 65G GOST 1050-88، d = 2، n = 6
6 – بدنه، مواد Br.OTsS 6-6-3 GOST 613-79.
دستگاه دریچه پنوماتیک برای تامین هوای فشرده از سیلندر هوا به محفظه های ترمز خدمت می کند. هنگامی که پدال ترمز آزاد می شود، فنر 5 فشار دهنده 4 را حرکت می دهد و دریچه 1 را در حالت بسته قرار می دهد. در این حالت، جریان هوای فشرده متوقف می شود.
سوالات مربوط به تمرین:
شیر 1 محدود به چه سطوحی است؟
قوانین سایه زدن تصاویر قسمت های مجاور در یک بخش چیست؟
فنر 5 برای چیست؟
ترکیب نصف نما با نصف مقطع در چه مواردی جایز است؟ در این صورت چه خطی نمای و مقطع را از هم جدا می کند؟
اگر تعداد دورهای آن بیش از چهار باشد فنر در نقاشی چگونه به تصویر کشیده می شود؟
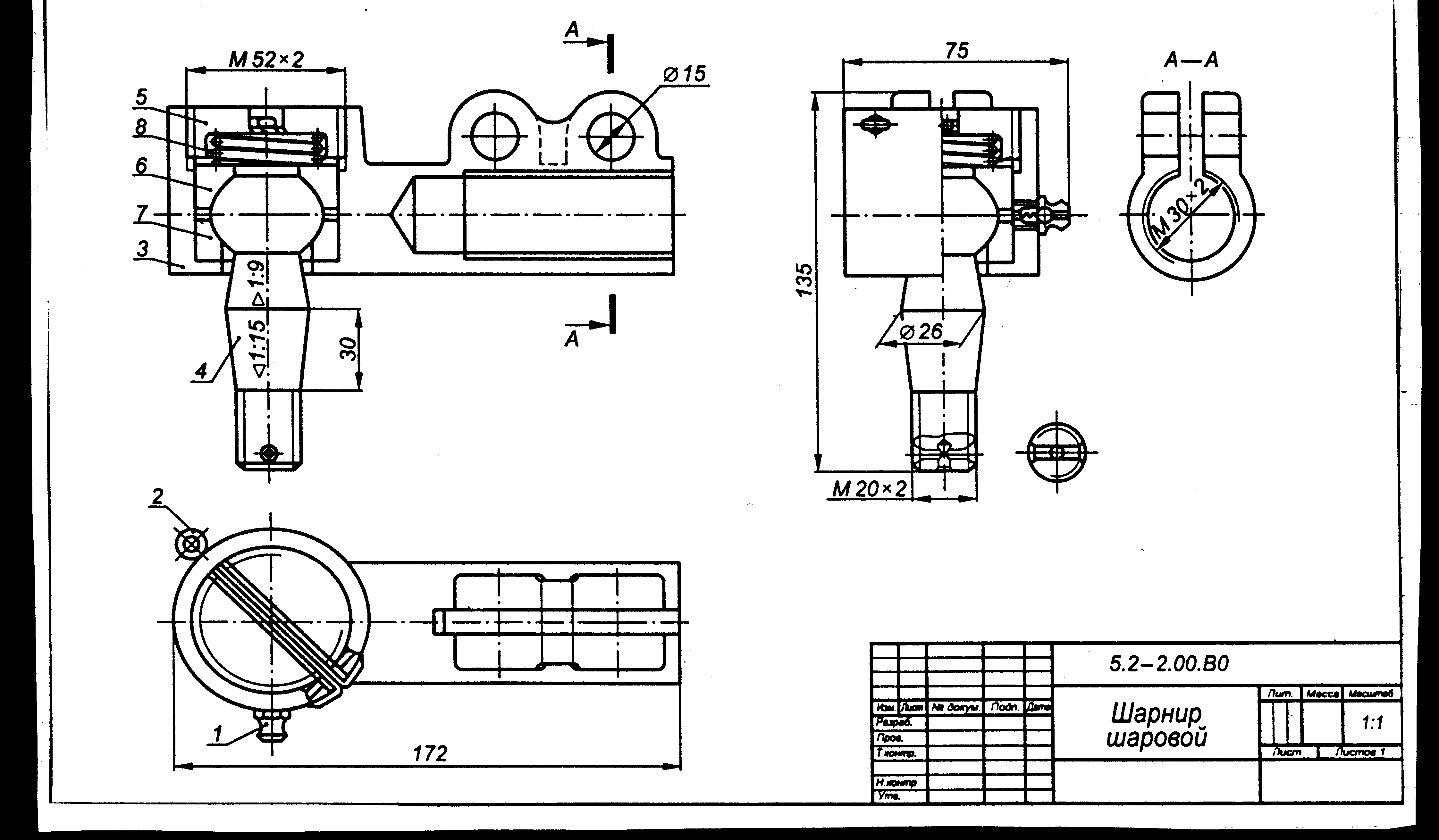
نام محصول – مفصل توپ . یک نقشه کلی در شکل 140 نشان داده شده است
اجزای محصول:
1 – فیتینگ گریس 1.2. Ts6 GOST 19853-74
2 - سنجاق 4 x 100 GOST 397-79
3 - انتهای میله، مواد St3 GOST 380-71
4 - توپ پالی، جنس فولاد 45 GOST 1050-88
5 – پوشش فشاری، مواد St3 380-71
6.7 - کراکر، مواد فولادی 45 GOST 1050-88
8 - فنر، مواد 65 G GOST 1050-88، d = 1.5; n = 3.
مفصل توپ برای اتصال پیوند عرضی به بازوی فرمان چرخ عمل می کند. تحت عمل فنر 8، کراکرهای 6 و 7 با سطوح کروی خود، پین توپ 4 را محکم می پوشانند.
نیروی فشار فنر توسط پوشش 5 تنظیم می شود، که البته موقعیت آن توسط پین 2 ثابت می شود، که باعث از بین رفتن خودکار شکاف در هنگام ساییدگی اتصال می شود.
سوالات مربوط به تمرین:
محصول به چه ترتیبی جدا شده و دوباره سرهم می شود؟
پین توپ 4 محدود به چه سطوحی است؟
قسمت 2 چه کاربردی دارد؟
چگونه می توان عنوان Cotter pin 4 x 100 GOST 397-79 را خواند؟
چیدمان بخش های جدول اجزای محصول طرح نمای کلی به چه ترتیبی توصیه می شود؟
مخروطی چیست و چگونه در نقاشی نشان داده شده است؟
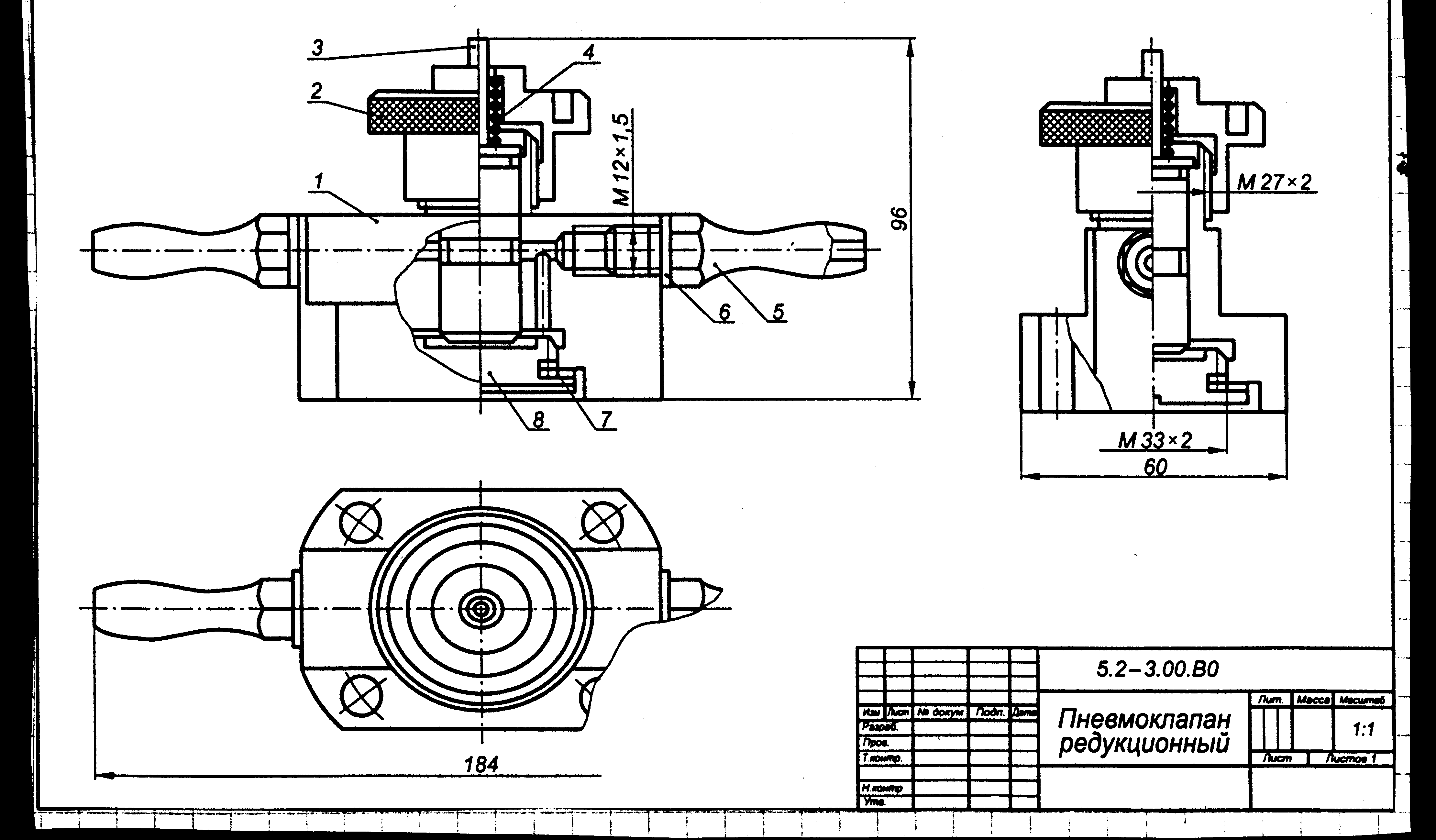
نام محصول – شیر کاهنده فشار پنوماتیک . نقشه کلی در شکل نشان داده شده است. 141.
اجزای محصول:
1 - بدنه، مواد StZ GOST 380-71؛
2 - پوشش، مواد StZ GOST 380-71؛
3 - پیستون، مواد 65G GOST 1050-88؛
4 - فنر، مواد 65G GOST 1050-88؛ d = 1; n = 6;
5 - اتصالات، مواد StZ GOST 380-71؛
6.7 - واشر، لاستیک فنی مواد GOST 7338-77
8 – پلاگین، مواد StZ GOST 380-71.
شیر کاهنده فشار پنوماتیک برای تنظیم، محدود کردن و حفظ فشار ثابت محیط کار در خط لوله طراحی شده است. فشار مجاز در انشعاب خروجی توسط پیستون 3 محدود می شود که با افزایش فشار بالاتر از مقدار مشخص شده، خط لوله را قطع می کند و با فشار دادن پوشش 2 روی فنر 4 تنظیم می شود.
سوالات مربوط به تمرین:
محصول به چه ترتیبی مونتاژ و جدا می شود؟
فیتینگ 5 محدود به چه سطوحی است؟
چه قسمت هایی در یک مقطع طولی بدون برش ظاهر می شوند؟
فشار در خط لوله چگونه تنظیم می شود؟
اندازه فونت شماره اقلام اجزای محصول چقدر باید باشد؟
فنرهای با سطح مقطع کمتر از 2 میلی متر چگونه در نقشه نشان داده شده اند؟
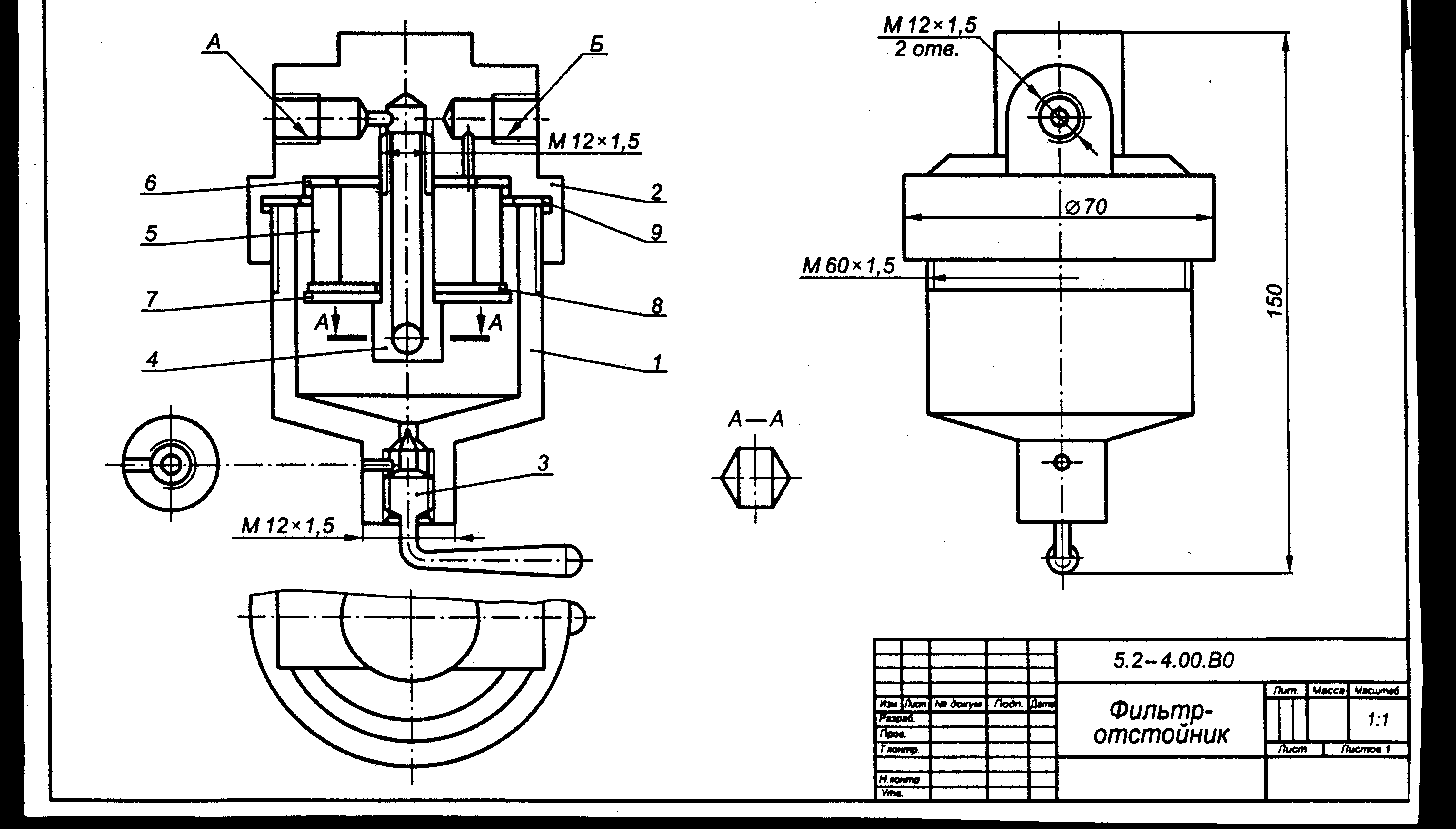
نام محصول – فیلتر تسویه . یک نقشه کلی در شکل نشان داده شده است. 142.
اجزای محصول:
1 - بدنه، مواد AL2 GOST 2685-75؛
2 - پوشش، مواد AL2 GOST 2685-75؛
3 - سوزن خاموش کننده، مواد StZ GOST 380-71.
4 – پیچ کوپلینگ، مواد AL2 GOST 2685-75؛
5 - عنصر فیلتر، مواد سرامیکی؛
6 - واشر، مواد آزبست؛
7 - واشر، مواد StZ GOST 380-71؛
8، 9 - واشر، مواد لاستیکی GOST 7338-77.
فیلتر برای تمیز کردن خوب روان کننده طراحی شده است. از طریق ورودی A پوشش 2 و پیچ کوپلینگ 4، روان کننده وارد محفظه محفظه می شود، جایی که ذرات بزرگ ناخالصی های مکانیکی رسوب می کنند.
پس از عبور از عنصر فیلتر 5، روان کننده وارد خروجی B پوشش 2 می شود. با استفاده از سوزن قطع کننده 3، رسوب با ناخالصی های مکانیکی از محفظه تخلیه می شود.
سوالات مربوط به تمرین:
محصول به چه ترتیبی مونتاژ و جدا می شود؟
سوزن قفل 3 محدود به چه سطوحی است؟
یک نقشه نمای کلی را مطابق با GOST 2.102-68 تعریف کنید.
چه ابعادی در نقشه های نمای کلی مشخص شده است؟
قوانین برای قرار دادن موقعیت چیست؟
چه گزینه هایی برای سایه زدن قسمت های مجاور وجود دارد؟
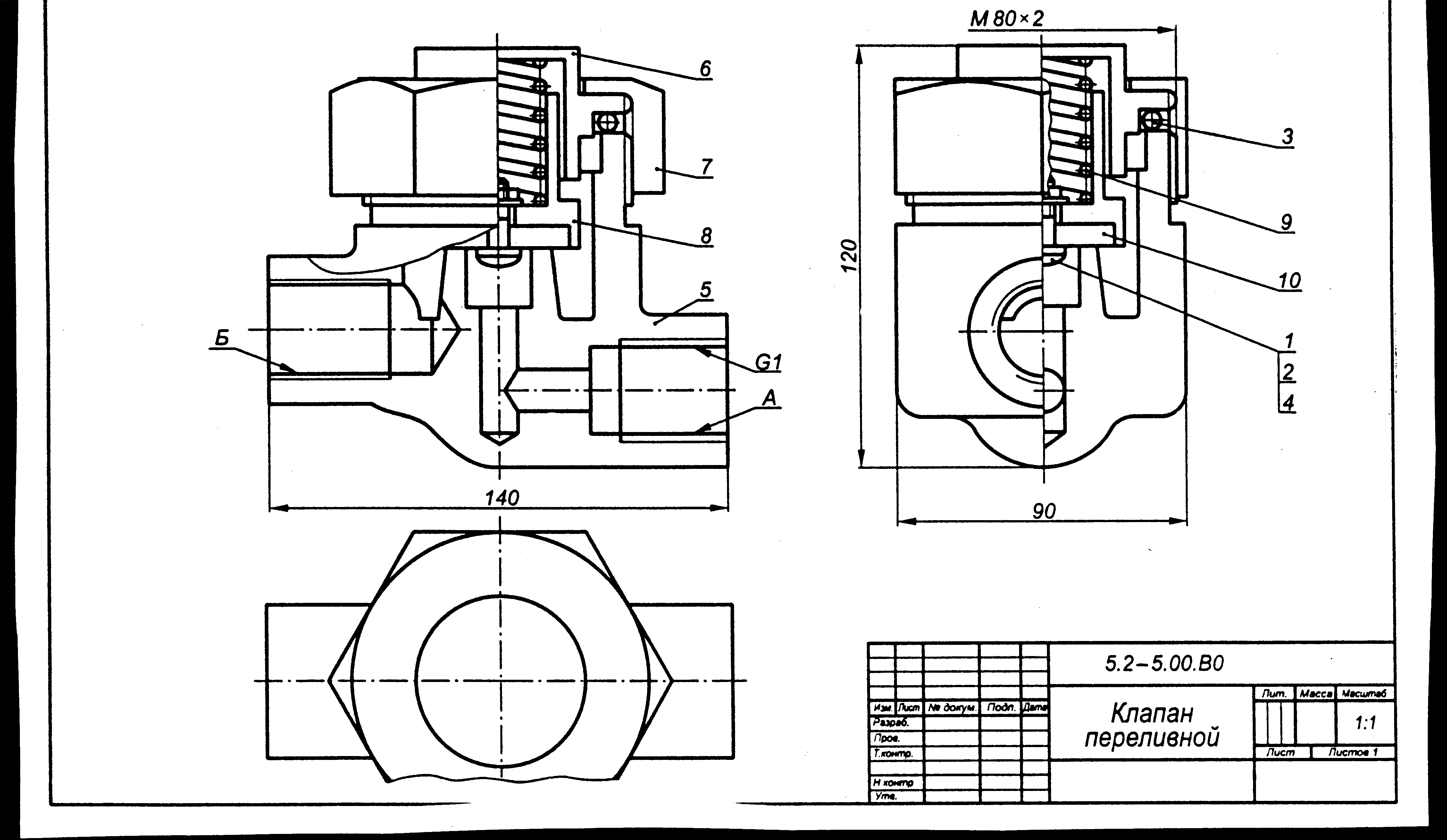
نام محصول - شیر سرریز . یک نقشه کلی در شکل نشان داده شده است. 143.
اجزای محصول:
1 – پیچ 2M4x12 GOST 17473-80
2 - مهره M4 GOST 5915-70؛
3 – حلقه 045-055-58 GOST 9833-73;
4 - واشر 4 GOST 6402-70؛
5 – بدنه، جنس فولاد 35 GOST 1050-80؛
6 - صفحه، مواد StZ GOST 380-71؛
7 - مهره اتحادیه، مواد StZ GOST 380-71؛
8 - شیر، مواد L62 GOST 2060-73؛
9 - فنر، مواد 65G GOST 1050-88؛
شیر سرریز برای کاهش فشار در شبکه های هیدرولیک و پنوماتیکی که با استفاده از رزوه های لوله به آنها متصل است، عمل می کند. شیر 8، تحت فشار فنر مدرج 9، سوراخ عبور در محفظه 5 را محکم می بندد. هنگامی که فشار در شبکه بالاتر از مقدار طراحی افزایش می یابد، دریچه 8 فنر را فشرده می کند و سوراخ عبور را باز می کند. در این حالت مایع (یا گاز) اضافی از سوراخ A محفظه 5 به سوراخ B جریان می یابد.
سوالات مربوط به تمرین:
محصول به چه ترتیبی مونتاژ و جدا می شود؟
بدن 5 محدود به چه سطوحی است؟
چگونه می توان نام پیچ 2M4x12 GOST 17473-80 را خواند؟
با کمک کدام عنصر و چگونه فشار در شبکه تنظیم می شود؟
خط رهبر در تصویر قطعه به کجا ختم می شود؟
چگونه باید خطوط لیدر روی نقشه چیدمان کلی قرار گیرد؟
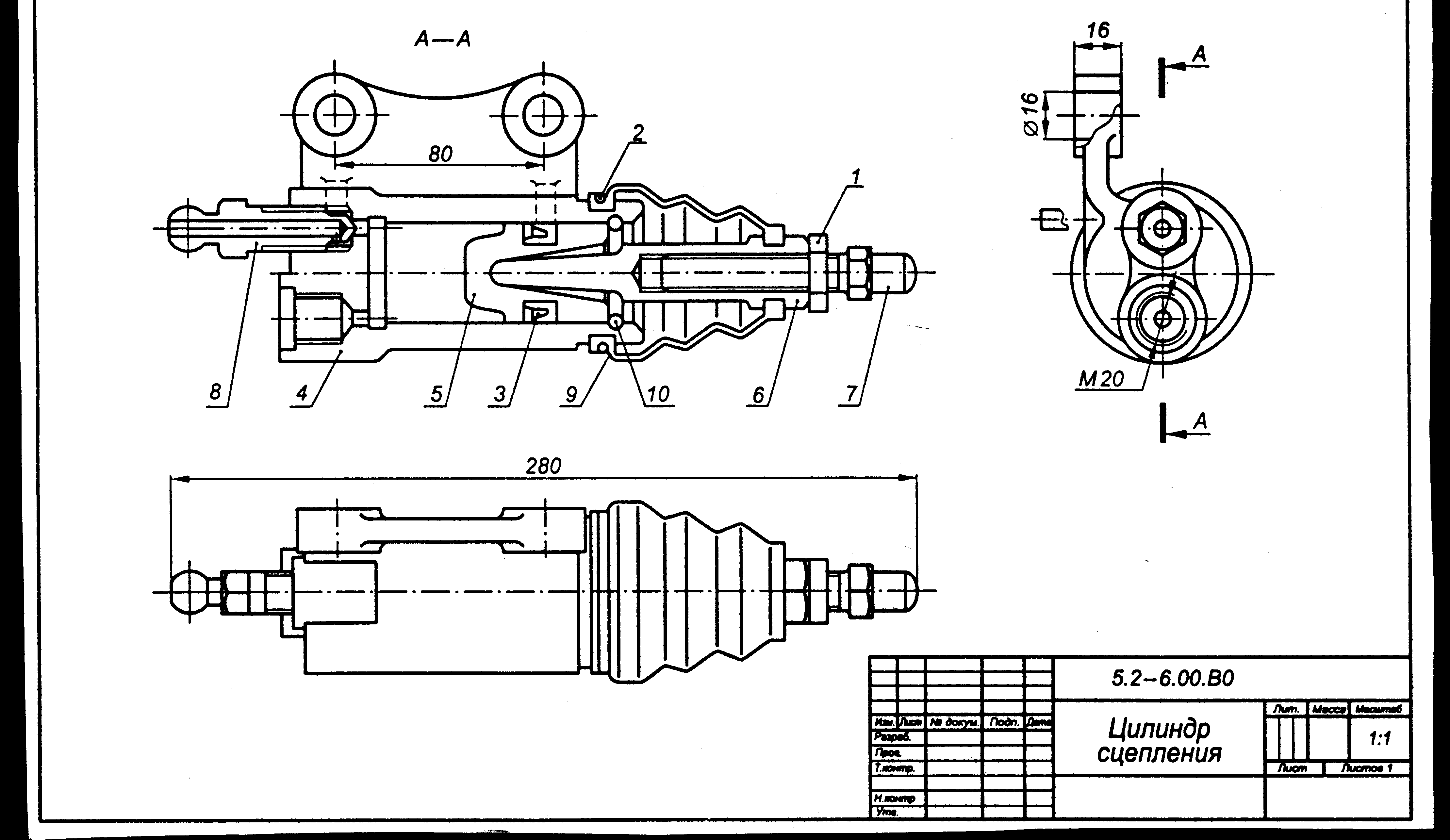
نام محصول – سیلندر کلاچ
. یک نقشه کلی در شکل نشان داده شده است. 144.
اجزای محصول:
1 - مهره M12 GOST 5916-70؛
2 - سیم 0.8x150، مواد St3 GOST 380-71؛
3 – کاف 1-038-3 GOST 6678-72;
4 - بدنه، مواد SC 15 GOST 1412-79؛
5 - پیستون، مواد AL5 GOST 2685-75؛
6 - فشار دهنده، مواد St3 GOST 380-71؛
7 - میله، مواد St3 GOST 380-71؛
8 - شیر بای پس، مواد St5 GOST 380-71.
9 - کلاه محافظ، لاستیک فنی مواد GOST 7338-77؛
10 – حلقه نگهدارنده مواد St5 GOST 380-71.
سیلندر محرک سیلندر کلاچ برای انتقال نیرو به چنگال آزاد کننده کلاچ عمل می کند.
هنگامی که پدال کلاچ را فشار می دهید، مایع از سیلندر اصلی کلاچ وارد سیلندر slave می شود، پیستون 5، فشار دهنده b را حرکت می دهد و نیرو را از طریق میله تنظیم 7 به دوشاخه آزاد کننده کلاچ منتقل می کند.
هنگامی که پدال تحت عمل فنر رها می شود، کلاچ جدا می شود، مایع کار و کل سیستم کلاچ به حالت اولیه خود باز می گردند.
سوالات مربوط به تمرین: 
8.4. جزئیات طراحی مونتاژ
8.4.1.
جزئیات- این تهیه نقشه های کاری قطعات بر اساس نقشه نمای کلی، نقشه های مونتاژ است.
یک نقشه کلی طراحی محصول، تعامل اجزای اصلی آن را تعریف می کند و اصل عملکرد محصول را توضیح می دهد.
8.4.2. جزئیات سفارش:
با چرخاندن نقشه مونتاژ را بخوانید توجه ویژهدر مورد شکل قطعات، هدف و تعامل آنها.
به طور ذهنی تصویر را به بخش های جداگانه ای که آن را تشکیل می دهند تقسیم کنید.
محصولات استاندارد و سایر محصولاتی که نقشه های کاری برای آنها تهیه نشده است را انتخاب کنید.
تعداد تصاویر هر قسمت را مشخص کنید. در این حالت، شما نمی توانید به صورت مکانیکی تمام تصاویر قطعه را از نقشه نمای کلی (یا نقشه مونتاژ) کپی کنید.
تعداد تصاویر باید حداقل باشد، اما برای تعیین شکل و ابعاد قطعه کافی است.
سطوح جفت گیری قطعات را علامت گذاری کنید
برای جفت گیری سطوح، در مورد ابعاد توافق کنید.
ابعاد اسمی سطوح جفت گیری یکسان است
مقیاس تصویر را برای هر جزئیات انتخاب کنید.
هنگام انجام جزئیات، هر جزئیات باید در قالب جداگانه ترسیم شود.
?
انجام جزئیات نقشه های مونتاژ.
هدف: تکالیف: در خواندن نقشه مونتاژ مهارت کسب کنید و یاد بگیرید که نقشه های کاری قطعات را بر اساس این نقاشی توسعه دهید.
رهنمودها:
توضیحات واحد مونتاژ را بخوانید (به زیر مراجعه کنید)
1) درک هدف و عملکرد واحد مونتاژ؛
2) تمام تصاویر نقشه مونتاژ را نام ببرید.
3) در تصویر اصلی، بدن را مشخص کنید.
طبق دستور معلم، نقشه های کاری کامل قطعات و نقشه فنییکی از آنها هر طرح کاری را روی یک قالب کاغذ استاندارد جداگانه - AZ یا A4 قرار دهید.
یک مقیاس را برای تکمیل نقشه کاری انتخاب کنید. در عین حال، منطقی است که از فضای ورق استفاده کنید - حداقل 75٪ از مساحت آن را پر کنید. مقیاس های نقشه های کاری نباید یکسان باشند:
تعداد تصاویر را بر اساس این واقعیت تنظیم کنید که باید حداقل باشد، اما برای درک کامل شکل و ابعاد قطعه کافی است. تصویر اصلی قطعه روی نقشه کار، به عنوان یک قاعده، به طور مشابه با محل آن در نقشه مونتاژ قرار می گیرد. استثنا قطعات ساخته شده بر روی ماشین تراش (شفت، میله، میله، پیچ و غیره) است که باید طوری قرار داده شوند که محور تقارن آنها موازی با بلوک عنوان نقشه باشد.
تمام حفره های قطعه را با استفاده از برش ها باز کنید و از استفاده از خطوط بریده اجتناب کنید.
تمام ابعاد لازم برای ساخت قطعه را با توجه ویژه به همزمانی ابعاد جفت گیری اعمال کنید. هنگام تعیین ابعاد، مقیاس نقاشی را در نظر بگیرید.
تعیین زبری سطح را بر اساس فناوری ساخت قطعه یا هدف آن اعمال کنید.
هنگام اندازه گیری قطعات، از نمودار مقیاس متناسب استفاده کنید
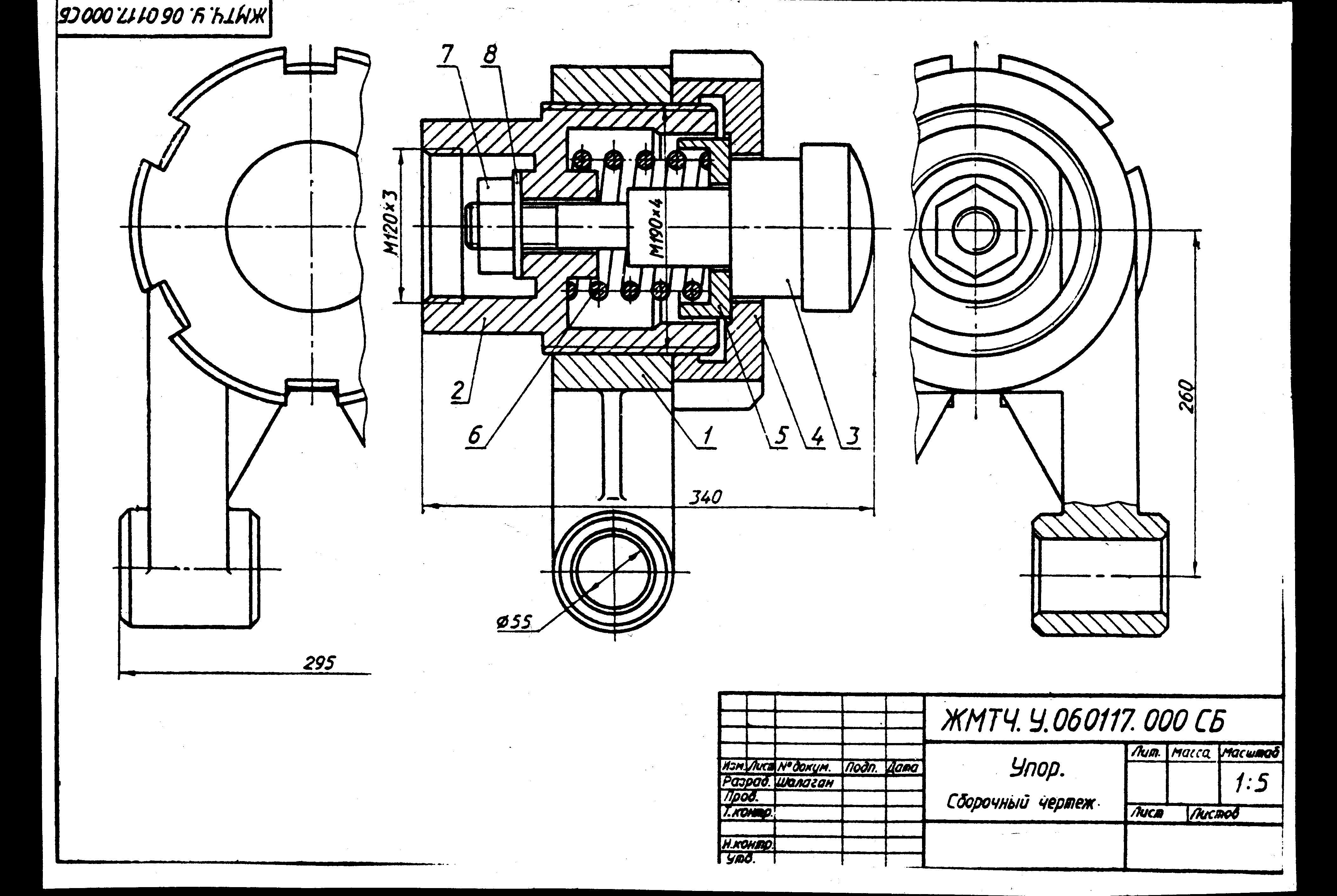
تاکید (شکل 30) در خطوط اتوماتیک برای پردازش قطعات با برش استفاده می شود. این قطعه از درام بارگیری به دستگاه حمل و نقل تغذیه می شود و در جهت محوری تحت عمل فشار دهنده قرار می گیرد که آن را به توقف 3 می رساند (فولاد 45 GOST 1050-74). واحد مونتاژ با استفاده از چنگال 1 (Sch GOST 1412-79) با سوراخ هایی به قطر 55 میلی متر به قاب دستگاه حمل و نقل متصل می شود. فنر 6 (سیم 2-11 GOST 3282-74) یک انتها به بدنه 2 (St5 GOST 380-71) و سر دیگر در برابر صفحه 5 (St5 GOST 380-71) قرار می گیرد و بارهای ضربه ای را که روی توقف 3 عمل می کنند می میراند. فنرها با مهره رانش 4 (فولاد 45 GOST 1050-74) و مهره 7 (M33 GOST 5915-70) با واشر 8 (33 GOST 11371-78) تنظیم می شوند.
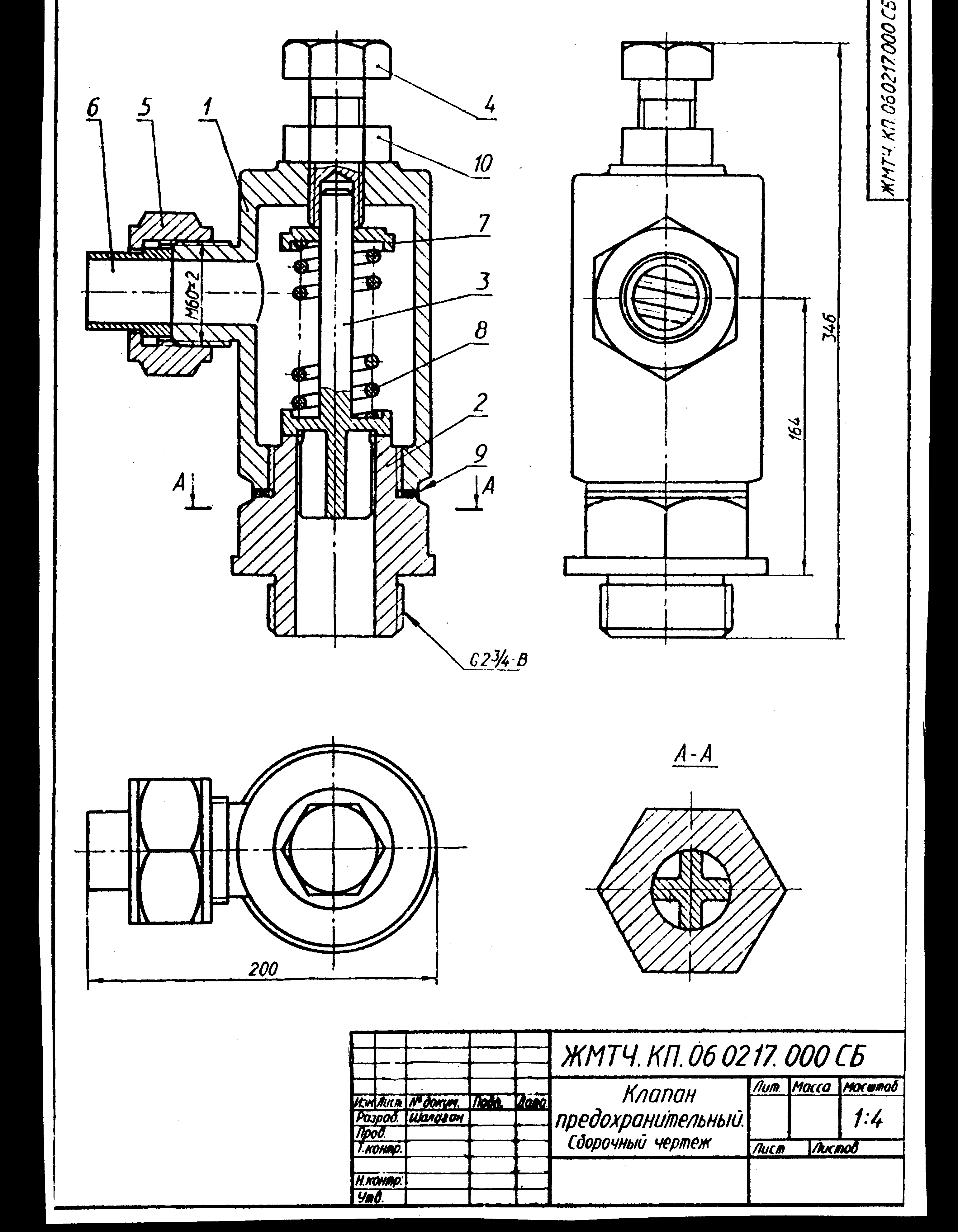
2. سوپاپ ایمنی
(شکل 31) برای کاهش فشار بیش از حد بخار در مخازن محکم بسته (دیگ های بخار) ضروری است. به صورت خودکار عمل می کند. با افزایش فشار، بخار با عبور از اتصال 2 (St3 GOST 380-71)، شیر 3 (AL2 GOST 2689-75) را بالا می برد و وارد محفظه 1 (SCh24 GOST 1412-79) و از آنجا از طریق لوله 6 (St3 GOST 380) می شود. - 71) بیرون می رود. در فشار معمولی بخار، دریچه که توسط فنر 8 فشرده شده است (سیم 2-11 GOST 3282-74) اجازه عبور بخار را نمی دهد. فشار فنر توسط پیچ فشار 4 (St5 GOST 380-71) از طریق صفحه 7 (St5 GOST 380-71) تنظیم می شود. موقعیت پیچ فشار با مهره 10 ثابت می شود (M33 GOST 5915-70). لوله با یک مهره اتحادیه 5 (St3 GOST 5915-70) به بدنه فشرده می شود. واشر 9 بین اتصالات و محفظه برای سفتی قرار می گیرد. 
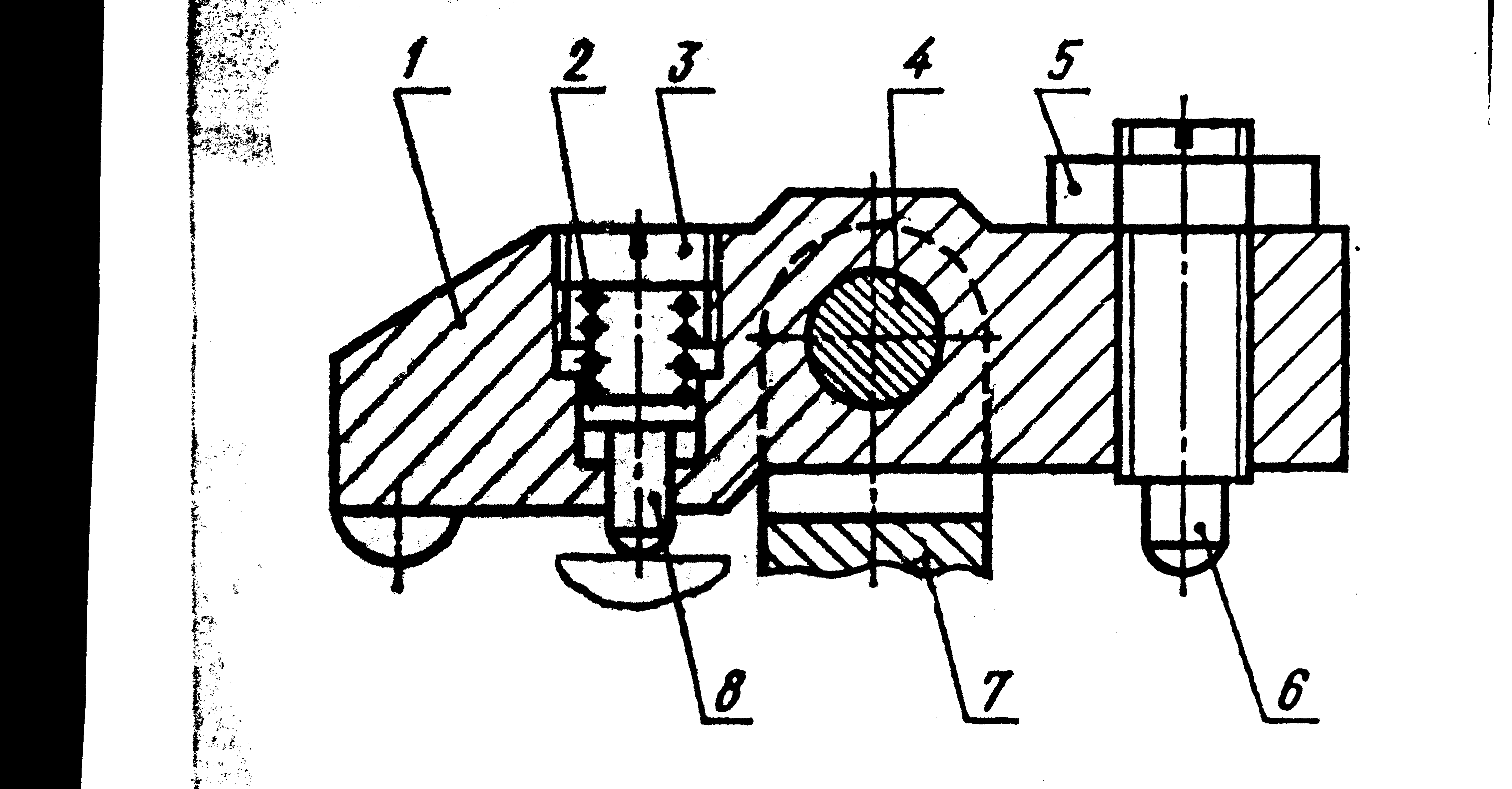
3. شیر زاویه ای (شکل 32) جریان مایع را در خط لوله مسدود می کند. شیر 4 (BrOTsSb-6-3 GOST 613-79)، که سوراخ بدنه 1 را می بندد (BrOTsS6-6-3 GOST 613-79)، به شکل زیر به اسپیندل 3 (BrOTsS6-6-3 GOST 613-79) متصل می شود. : شیر میله ای 4 دارای رزوه M12 x 1 است، همان رزوه در سوراخ انتهای دوک 3 بریده می شود. شیر 4 به داخل اسپیندل پیچ می شود تا قسمت رزوه دار آن در سوراخ دوک قرار گیرد. هنگام باز کردن پیچ دوم از بدنه، اسپیندل دریچه را بلند کرده و دریچه را باز می کند. مهر و موم دوک در بدنه با استفاده از بسته بندی کنفی 7 ساخته شده است که بین حلقه 6 و آستین فشار 5 قرار می گیرد (هر دو قسمت از BrOTsS5-5-5 GOST 613-79 هستند. پیچ کردن مهره اتصال 2 (BrOTsS6-6- 3 GOST 613-79)، روی آستین 5 فشار دهید، که بسته بندی 7 را مهر و موم می کند. حلقه 6 از نخ از وارد شدن بسته بندی 7 به داخل آن محافظت می کند.
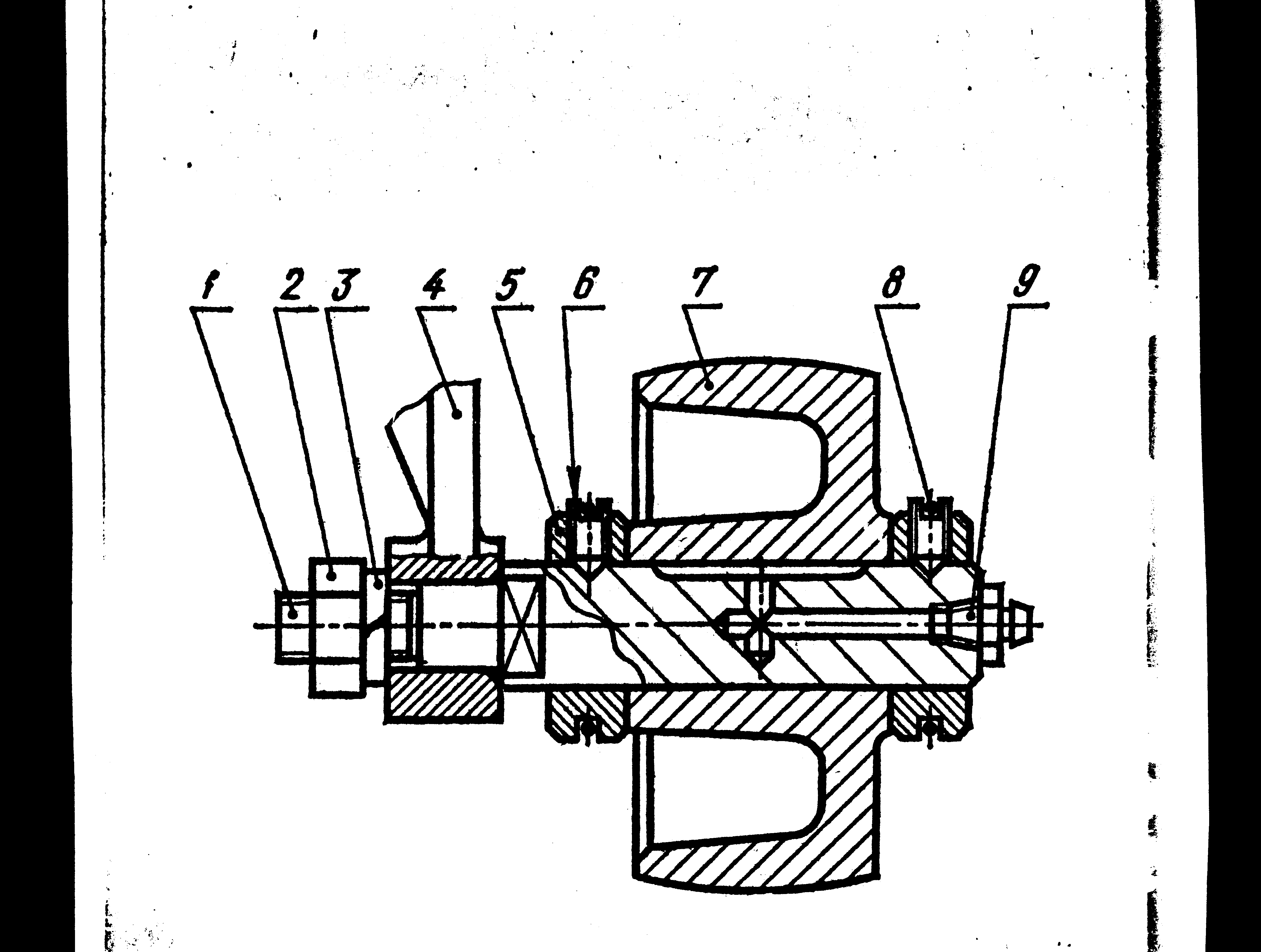
4. سوپاپ ایمنی (شکل 33) برای کنترل اتوماتیک بخار یا فشار هوا در خطوط لوله یا مخازن طراحی شده است. اتصالات 2 (Sch 15 GOST 1412-79) به خط لوله یا مخزن پیچ می شود. شیر ساقه 3 (BrAZH9-4L GOST 493-79) سوراخ در اتصالات را می بندد و با سطح حلقه زمین با سطح اتصال تماس می گیرد. اتصالات و بدنه 1 (Sch 15 GOST 1412-79) با نخ M60 x 2 به هم وصل می شوند. میل سوپاپ توسط فنر 6 (سیم 2-11 GOST 3282-74) به اتصال فشرده می شود که با استفاده از آن تنظیم می شود. راهنمای 4 (فولاد 40 GOST 1050-74) از طریق صفحه 5 (فولاد 40 GOST 1050-74). هنگامی که فشار در خط لوله یا مخزن افزایش می یابد، میل سوپاپ بر نیروی فنر 6 غلبه می کند، سوراخی را در اتصالات باز می کند و بخار یا هوا را از طریق سوراخ در بدنه آزاد می کند. به محض اینکه فشار به سطح مورد نیاز کاهش یابد، فنر 6 مجدداً میل سوپاپ را به فیتینگ فشار می دهد.
5. شیر فشار قوی (شکل 34) در مخازن با فشار 10-15 مگاپاسکال استفاده می شود. نوک سینه 5 (BrEDS6-6-6 GOST 613-79) با نخ M18 x 1.5 به مخزن پیچ می شود و انتهای دیگر آن به بدنه 1 (BrOTsS6-6-6 GOST 613-79) پیچ می شود. با استفاده از نخ M14 x 1.5، محفظه به خط لوله متصل می شود. سوراخ در نوک پستان 5 توسط سطح مخروطی دوک 3 پوشیده شده است (BrOTsSb-6-6 GOST 613-79)، که به مهره اتصال 2 (St6 GOST 380-71) پیچ می شود. سفتی بین دوک و بدنه سوپاپ توسط بسته بندی آزبست 9 بین حلقه 7 و بوش 6 (هر دو قسمت از St3 GOST 380-71) هنگام پیچاندن مهره اتصال 2 روی بدنه 1 ایجاد می شود. دوک با دسته چرخانده می شود. 4 (St4 GOST 380-71)، با یک پین استوانه ای 8 (2 x 12 GOST 3128-70) به اسپیندل 3 متصل شده است.
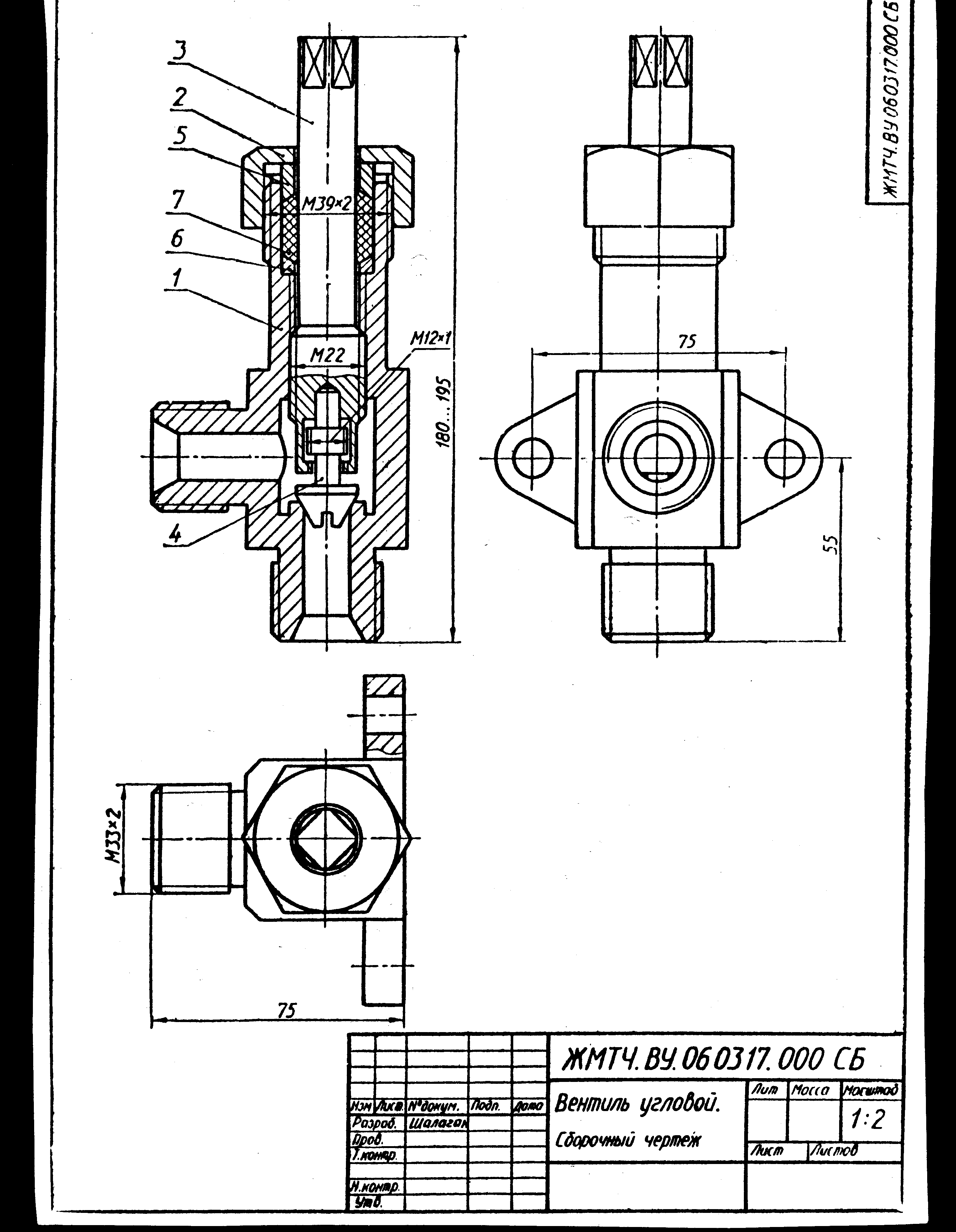
6. زاویه ضربه بزنید (شکل 35) روی یک خط لوله برای تنظیم عرضه مایع یا گاز نصب شده اند. میله 3 (St3 GOST 380-71) با یک شیار به شیر 2 (فولاد 45 GOST 1050-74) متصل می شود. هنگام چرخاندن چرخ دستی 5 (فولاد 35 GOST 1050-74)، که روی انتهای مربعی میله نصب شده است، دریچه که در امتداد نخ M12 x 1 حرکت می کند، جریان مایع یا گاز را تنظیم می کند که از سوراخ بالایی در میله وارد می شود. بدنه 1 (فولاد 35 GOST 380-71) وارد خط لوله شود. برای ایجاد سفتی، از یک دستگاه جعبه پرکننده، متشکل از دو حلقه 6 (StZ GOST 380-71) و یک بسته بندی 8 استفاده می شود. دستگاه جعبه پرکن با مهره فشار 4 (فولاد 45 GOST 1050-74) تنظیم می شود. پیچ 7 (M4 x 8 GOST 1476-75) چرخ دستی 5 را به میله 3 محکم می کند.
7. سیلندر پنوماتیک (شکل 36) مکانیزم مربوط به میله 4 (St3 GOST 380-71) و پیستون 2 (فولاد 45 GOST 1050-74) را به حرکت در می آورد. هنگامی که هوای فشرده از طریق کانال I به داخل حفره محفظه 1 (فولاد 45 GOST 1050-74) وارد می شود، پیستون به سمت چپ حرکت می کند.
در این صورت کانال دوم بسته می شود. هوای فشرده روی پیستون 2 عمل می کند و آن را به سمت چپ حرکت می دهد و فنر 6 را فشرده می کند (سیم 2-11 GOST 3282-74). هنگامی که عرضه هوای فشرده متوقف می شود، یک کانال متصل به اتمسفر باز می شود و تحت عمل فنر 6، پیستون به موقعیت اولیه خود باز می گردد. پوشش 3 (فولاد 45 GOST 1050-74) که روی بدنه روی یک نخ M42 x 1.5 نصب شده است، حفره آن را می بندد. حلقه های 8، 9 و واشر 7 برای ایجاد مهر و موم محکم مورد نیاز است. شیلنگ های هوای فشرده به اتصالات 5 متصل می شوند (St3 GOST 380-71).
8. زاویه ضربه بزنید (شکل 37) برای تنظیم عرضه مایع یا گاز از طریق خطوط لوله طراحی شده است. موضوع لوله G1 ј - بدنه 1 (SCh 12 GOST 1412-79) به خط لوله متصل است. برای باز کردن شیر باید چرخ دستی 5 (St3 GOST 380-71) را بچرخانید. x 1 نخ، 5 حرکت در پوشش 2 (فولاد 35 GOST 1050-74 بین پوشش و بدنه یک واشر وجود دارد. حلقه 7 و بوش 6 (دو قسمت آخر از St3 GOST 380-71 می باشد. مهر و موم روغن را با استفاده از مهره 45 GOST 1050-74 روی ساقه مربعی ساقه سوپاپ ثابت شده است). 5 (M10 x 50 GOST 17473-86) با واشر 10 (10 GOST 11371-78).
9. سیلندر هیدرولیک (شکل 38) برای به حرکت درآوردن مکانیسم مرتبط با چنگال 4 (St3 GOST 380-71) و پیستون 2 (فولاد 45 GOST 1050-79) عمل می کند. روغن از طریق اتصالات 6 (St3 GOST 380-71) وارد حفره محفظه 1 می شود (BrAMts 10-2 GOST 493-79). هنگامی که روغن تحت فشار به طور متناوب از یک طرف یا طرف دیگر پیستون 2 تامین می شود، پیستون دوم حرکات رفت و برگشتی را انجام می دهد. بوش 5 (Br Amts 10-2 GOST 493-79)، فشرده شده توسط مهره اتصال 3 (فولاد 45 GOST 1050-74)، حفره محفظه را می بندد. برای آب بندی سیلندر، از حلقه های آب بندی 7، 8 و 9 استفاده می شود (طبق GOST 6418-81).
10. گیربکس (شکل 39) برای کاهش فشار هوا 5-10 برابر طراحی شده است. در نقشه، گیربکس در حالت بسته نشان داده شده است، زمانی که فشاری در کانال ورودی وجود ندارد و شیر 3 (فولاد 30 GOST 1059-74) تحت عمل فنر 5 (فولاد 65G GOST 1050-74) به شدت فشرده می شود. به صندلی مسکن 1 (فولاد 30 GOST 1050-74)؛ فنجان 2 روی بدنه پیچ می شود (فولاد 30 GOST 1050-74). برای سفتی، از واشر 6 استفاده می شود (مس M3 GOST 859-78). گیربکس را با پیچ 4 (فولاد 45 GOST 1050-74) تنظیم کنید. فشار هوا در خروجی به مقدار باز شدن شیر 3 بستگی دارد. پس از تنظیم، پیچ 4 با مهره 7 قفل می شود (M14 GOST 5916-70). گیربکس با چهار پیچ M12 به پایه پایه محکم می شود. هنگام استفاده از یک پریز، پریز دوم بسته است.
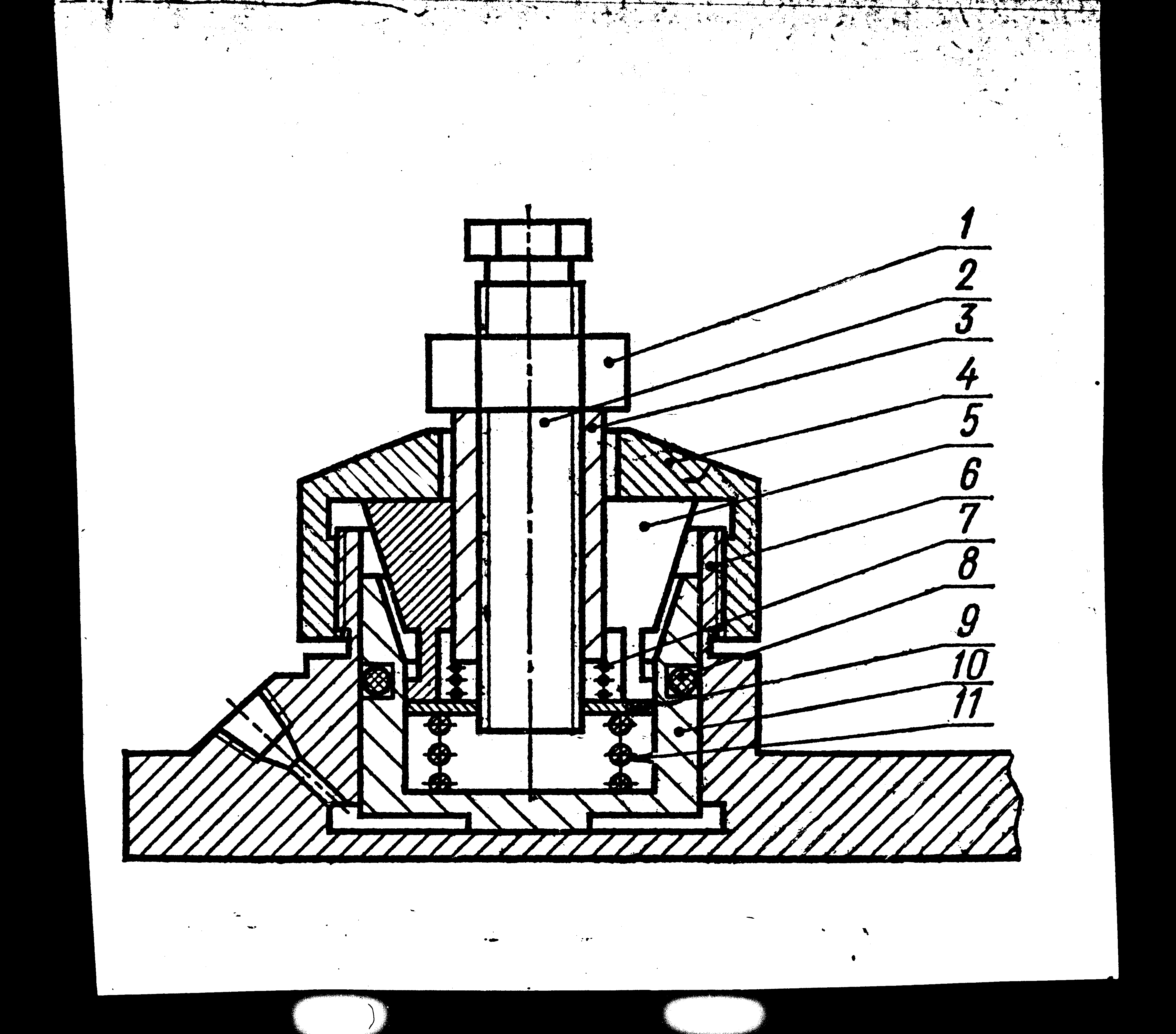
11. دریچه (شکل 40) برای تنظیم حداکثر فشار در سیستم پنوماتیک و محافظت از آن از اضافه بار استفاده می کند. سوپاپ توسط دسته چرخان b (AL9 GOST 2685-75) همراه با دوک 4 (D16 GOST 4784-74) تنظیم می شود. دوک، در حال حرکت در پوشش 2 (AL9 GOST 2685-75)، از طریق صفحه 5 (D16 GOST 4784-74) و فنر 7 (فولاد 65G GOST 1050-74) دریچه 3 (AL9 GOST 2685-75) را به قسمت حلقوی فشار می دهد. مسکن 1 (AL9 GOST 2685-75). هنگامی که فشار در شبکه افزایش می یابد، نیروی فنر 7 غلبه می کند، شیر 3 از برآمدگی در محفظه 1 دور می شود و از طریق شکاف حاصل، هوا از شبکه از طریق خروجی دوم به اتمسفر خارج می شود. مسکن هنگامی که فشار به سطح عملیاتی کاهش می یابد، شیر 3، تحت عمل فنر 7، دوباره به بیرون زدگی محفظه فشار داده می شود. بین کاور 2 و بدنه 1 واشر 8 (مقوا فنی) جهت سفتی تعبیه شده است. دسته 6 با استفاده از مهره 9 (M8 GOST 5915-70) و واشر 10 (8 GOST 11371-78) به دوک 4 متصل می شود.
12. لونت (شکل 41) هنگام پردازش قطعات طولانی در ماشین آلات استفاده می شود. محفظه 1 (St6 GOST 380-71) به براکت 3 (StZ GOST 380-71) که روی کالسکه دستگاه نصب شده است پیچ شده است. اتصال پیچ شامل یک پیچ 8 با سر مربع (St3 GOST 380-71)، یک مهره 10 (M10 GOST 5915-70) و یک واشر 12 (10 GOST 11371-78) است. پوشش 2 (St6 GOST 380-71) به بدنه 1 در محور 5 (فولاد 35 GOST 1050-74) لولا شده است. روکش با یک پیچ لولایی 6 (St6 GOST 380-71)، که روی محور 7 (فولاد 35 GOST 1050-74) و یک مهره بال 11 (MB GOST 3032-76) نصب شده است، روی قطعه کار فشرده می شود. در بدنه 1 و پوشش 2، درج های 4 (SCh15 GOST 1412-79) مربوط به قطر بیرونی قطعه کار روی پیچ های 9 (M5 GOST 1491-80) نصب شده است. با فرسوده شدن، آسترها تعویض می شوند.
وزارت آموزش و پرورش و علوم RF
بودجه دولتی موسسه آموزش عالی حرفه ای
"دانشگاه دولتی مدنی روستوف"
طراحی مونتاژ
دستورالعمل برای همه تخصص ها
صلاحیت فارغ التحصیلی "لیسانس"
روستوف-آن-دون
نقاشی مونتاژ: دستورالعمل هابرای تمام تخصص ها – روستوف n/a: روست. دولت می سازد. univ., 2011– 10 p.
گردآوری شده توسط: هنر. کشیش O.A. کمک Artsishevskaya. T.G. پولی
سردبیر N.E. Gladkikh Templan 2011, pos. 139.
امضا برای انتشار در 07/06/11. فرمت 60x84/16.
کاغذ تحریر. ریسوگراف. Academician-ed.l. 0.5. تیراژ 20 نسخه. سفارش 343.
____________________________________________________________________
مرکز تحریریه و انتشارات دانشگاه دولتی مهندسی عمران روستوف.
344022، روستوف-آن-دون، خ. سوسیالیست، 162
دانشگاه دولتی مهندسی عمران روستوف، 2011
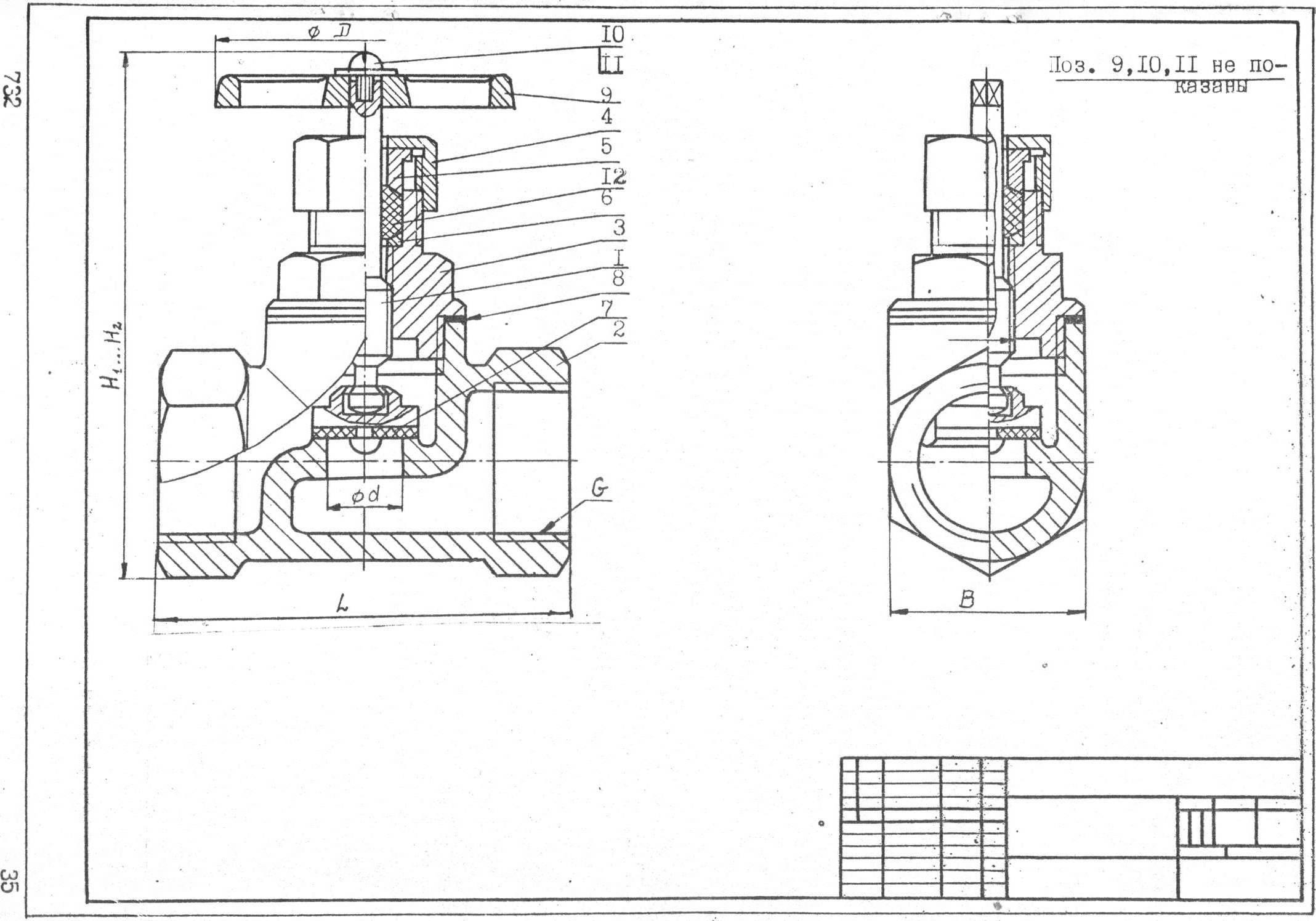
دستورالعمل ها مطابق با برنامه ترسیم مصوب برای تخصص های ساخت و ساز در دانشگاه ها با در نظر گرفتن الزامات ESKD تهیه می شود. آنها برای دانش آموزان در نظر گرفته شده اند تا مهارت های کار با آنها را کسب کنند مستندات فنیبرای اجرای نقشه مونتاژ اتصالات خط لوله - شیرها یا شیرهای مورد استفاده برای تنظیم
و توقف جریان مایعات، بخار، گاز و غیره
در وظیفه شامل اسناد زیر است:
- طرح هایی از عمر قطعات یک واحد مونتاژ.
- نمای کلی محصول، طراحی شده در مقیاس؛
- طراحی کاری قسمت "پوشش"؛
مشخصات.
نقشه مونتاژ (شکل 1) تصویری از اتصال قطعات و واحدهای مونتاژ فردی به محصول نهایی در نقشه است.
1. توالی کامپایل یک واحد مونتاژ
1.1. پس از اتمام کار بر روی طرح ها، آنها شروع به شکستن زمینه های نقاشی می کنند تا با در نظر گرفتن مقیاس، پیش بینی های انتخابی محصول را به تصویر بکشند. پس از این، خطوط محوری و خطوط قسمتهای بزرگ و سپس کوچک اعمال میشود و آنها را بهگونهای مرتب میکنند که هر قسمت بعدی دارای یک سطح مشترک با قسمت قبلی باشد.
1.2. انجام برش ها و برش ها در نماهای اصلی و اضافی،
هدایت شده توسط GOST 2.305-68 *.
1.3. جوجه کشی در بخش ها و بخش ها مطابق با GOST 2.306- اعمال می شود.
68* توجه به این نکته که قسمت یکسان باید در همه نماها به صورت یکسان سایه زده شود و قسمتهای جفت شونده دارای سایه زنی مخالف یا در صورت عدم امکان مرحله متفاوت باشد.
2. کنوانسیون ها و ساده سازی ها مطابق با GOST 2.109-73*.
2.1. نشان دادن پخ ها، شیارها، گردها و همچنین شکاف های بین میله و سوراخ مجاز است.
2.2. نشان دادن قطعاتی که با اجزای محصول همپوشانی دارند مجاز است. در این مورد، یک ورودی اضافی ایجاد می شود (شکل 1).
2.3. قطعاتی مانند شفت، محور، پیچ و مهره، ناودانی، مهره، واشر، دسته فلایویل،
پره ها و غیره که در صفحه سکونت سقوط می کنند به صورت UNCUT نشان داده می شوند.
2.4. قطعاتی مانند واشر تا ضخامت 2 میلی متر را می توان به طور کامل کشید.
بیش از 2 میلی متر به عنوان مواد غیر فلزی سایه می زنند.
2.5. دریچه های خط لوله باز به تصویر کشیده می شوند و اجازه حرکت مایعات یا گازها را از طریق آنها می دهند.
2.6. دریچه ها بسته نشان داده شده اند.
3. اعمال ابعاد.
به عنوان یک قاعده، ابعاد زیر در نقشه مونتاژ نشان داده شده است:
الف) ابعاد - طول، عرض، ارتفاع. اگر قطعات متحرک وجود داشته باشد، بزرگترین (حداکثر) و کوچکترین (دقیقه) ابعاد در موقعیت های END نشان داده شده است (ابعاد 110 و 124، شکل 1).
ب) نصب یا اتصال واحدهای مونتاژ لازم برای نصب در محل کار، به عنوان مثال، ابعاد پایه های نگهدارنده، فاصله بین سوراخ های موجود در آنها و غیره. انواع و اندازه نخ ها،
خدمت برای اتصال به سایر محصولات (اندازه G1، شکل 1).
ج) عملیاتی - مشخص کننده شاخص های عملکرد عملیاتی: زوایای چرخش دسته های ماشین، فاصله بین سطوح قطعاتی که باید در هنگام مونتاژ حفظ شود.
4. اعمال شماره اقلام.
در نقشه مونتاژ، تمام اجزای آن باید مطابق با شماره های موقعیت در مشخصات شماره گذاری شوند.
4.1. شماره سریال موقعیت های تعیین شده توسط مشخصات در قفسه های خطوط رهبر که از تصاویر هر قسمت ترسیم شده است نشان داده شده است، و
با یک نقطه شروع می شود
4.2. شماره سریال موقعیت روی آن دسته از تصاویری که به صورت قابل مشاهده نمایش داده می شوند نشان داده شده است - اغلب در نماهای اصلی و بخش هایی که جایگزین آنها می شوند.
4.3 اعداد موقعیت به موازات کتیبه اصلی طراحی خارج از کانتور تصویر قرار می گیرند و در صورت امکان یک ستون یا خط را در همان خط گروه بندی می کنند. مجاز است یک خط رهبر عمومی برای یک گروه، به عنوان مثال، اتصال دهنده ها (پیچ، مهره، واشر) با موقعیت عمودی شماره اقلام ساخته شود.
4.4. به عنوان یک قاعده، شماره اقلام یک بار نشان داده می شود.
4.5. فونت شماره اقلام باید باشدیک یا دو اندازه بزرگتر از فونت انتخاب شده برای این طراحی.
4.6.
خطوط رهبر نباید یکدیگر را قطع کنند. نباید با خطوط دریچه موازی باشد (اگر در امتداد میدان سایه دار قرار دارند). نباید (در صورت امکان) خطوط بعدی و خطوط دیگر قسمت ها را قطع کرد.
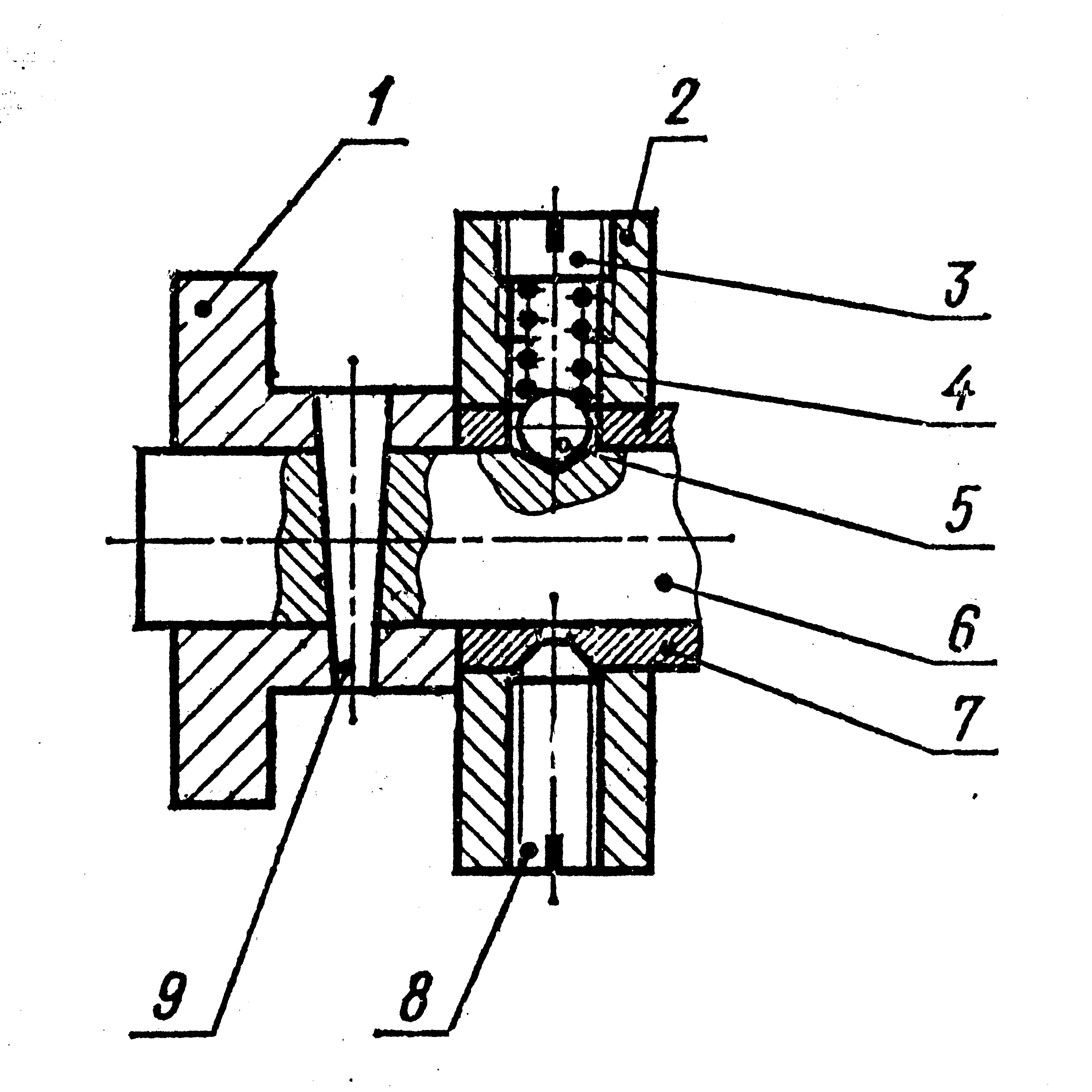
در با توجه به مشخصات، طرح هایی برای اتصال شیر به اسپیندل پیشنهاد شده است. همانطور که می دانید، دریچه برای مسدود کردن سوراخ عبور محفظه و دوک برای انتقال حرکت از چرخ فلایویل به دریچه عمل می کند. در شکلشکل 3-5 نمونه هایی از رایج ترین اتصالات را نشان می دهد. در شکل شکل 2 طرح مهر و موم اتصال مهره را نشان می دهد.
هنگام تکمیل کار، باید به کتیبه اصلی توجه کنید. در نقشه واحد مونتاژ، مانند نقشه های قبلی، با در نظر گرفتن ابعاد و خطوط مطابق با GOST 2.104-68 * انجام می شود.
در مشخصات کتیبه اصلی کمی متفاوت است. تصویر و ابعاد آن
شکل را ببینید 6.
جزئیات پوز 9-11 نشان داده نشده است | |||
جزئیات پوز 9 |
|||


